






A-Achse ausirichten für absoluten Heidenhain Neuling
 31.05.2022, 13:45 Uhr
31.05.2022, 13:45 Uhr


Hallo Kollegen,
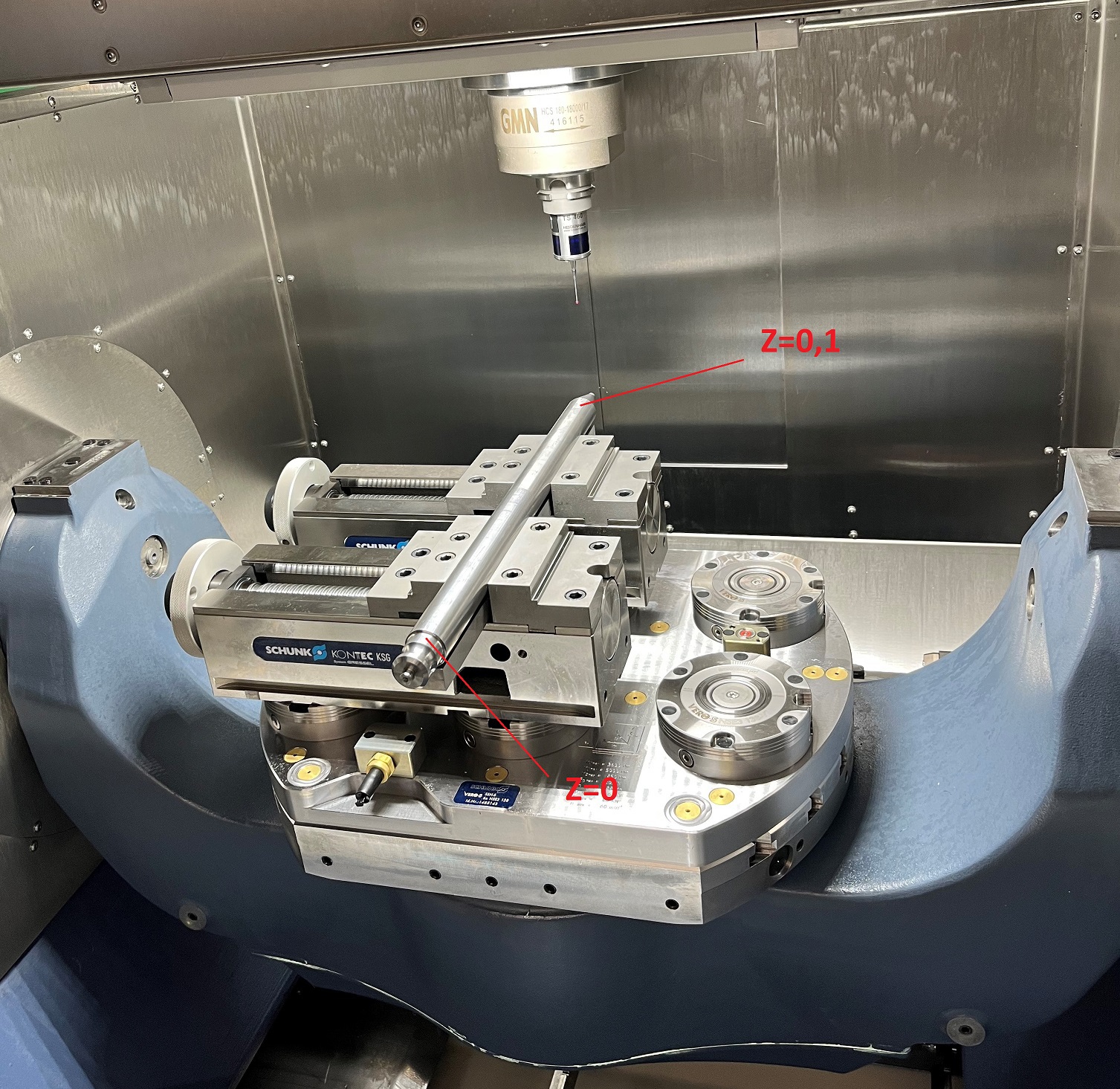
wir haben seit einiger Zeit eine Alzmetall bei uns im Hause stehen. Nun haben wir einen langen Ausstoßdorn bekommen, welcher nun in der A-Achse um 0,1mm schräg steht.
Wie kann ich denn nun das Teil so ausrichten, dass der Dorn Eben in der Maschine liegt?
Leider haben wir mit dem Tastsystem noch überhaupt keine Kenntnisse, deswegen würden wir uns über Hilfe von euch freuen...
Der Beitrag wurde von aglo108 bearbeitet: 31.05.2022, 13:49 Uhr
wir haben seit einiger Zeit eine Alzmetall bei uns im Hause stehen. Nun haben wir einen langen Ausstoßdorn bekommen, welcher nun in der A-Achse um 0,1mm schräg steht.
Wie kann ich denn nun das Teil so ausrichten, dass der Dorn Eben in der Maschine liegt?
Leider haben wir mit dem Tastsystem noch überhaupt keine Kenntnisse, deswegen würden wir uns über Hilfe von euch freuen...
Der Beitrag wurde von aglo108 bearbeitet: 31.05.2022, 13:49 Uhr
31.05.2022, 16:28 Uhr
Hallo aglo,
Hier wäre mein Vorschlag für deine Aufgabenstellung. Mit dem Zyklus "TCH PROBE 403" kannst du einzelne Drehachsen gerade ausrichten z. B. auch die C-Achse falls das Teil verdreht aufgespannt sein sollte. Hier kannst du die genaue Funktionsweise des Zyklus nachlesen. https://content.heidenhain.de/doku/tnc_guid.../1303409-10.pdf
0 BEGIN PGM A-ACHSE_AUSRICHTEN MM
1 ;
2 ;Taster einwechseln
3 TOOL CALL "TOUCH_PROBE" Z
4 ;
5 ;Bauteil ueber A-Achse ausrichten
6 ;
7 TCH PROBE 403 ROT UEBER DREHACHSE ~
Q263=+0 ;1. PUNKT 1. ACHSE ~
Q264=-190 ;1. PUNKT 2. ACHSE ~
Q265=+0 ;2. PUNKT 1. ACHSE ~
Q266=+190 ;2. PUNKT 2. ACHSE ~
Q272=+3 ;MESSACHSE ~
Q267=-1 ;VERFAHRRICHTUNG ~
Q261=+0 ;MESSHOEHE ~
Q320=+10 ;SICHERHEITS-ABST. ~
Q260=+50 ;SICHERE HOEHE ~
Q301=+1 ;FAHREN AUF S. HOEHE ~
Q312=+4 ;AUSGLEICHSACHSE ~
Q337=+1 ;NULL SETZEN ~
Q305=+1 ;NR. IN TABELLE ~
Q303=+1 ;MESSWERT-UEBERGABE ~
Q380=+0 ;BEZUGSWINKEL
8 ;
9 ;Bezugspunkt neu aufrufen
10 CYCL DEF 247 BEZUGSPUNKT SETZEN ~
Q339=+1 ;BEZUGSPUNKT-NUMMER
11 ;
12 ;Messen ob Bauteil gerade steht
13 ;
14 TCH PROBE 420 MESSEN WINKEL ~
Q263=+0 ;1. PUNKT 1. ACHSE ~
Q264=+190 ;1. PUNKT 2. ACHSE ~
Q265=+0 ;2. PUNKT 1. ACHSE ~
Q266=-190 ;2. PUNKT 2. ACHSE ~
Q272=+3 ;MESSACHSE ~
Q267=-1 ;VERFAHRRICHTUNG ~
Q261=+0 ;MESSHOEHE ~
Q320=+20 ;SICHERHEITS-ABST. ~
Q260=+50 ;SICHERE HOEHE ~
Q301=+1 ;FAHREN AUF S. HOEHE ~
Q281=+2 ;MESSPROTOKOLL
15 ;
16 ;weiter mit Bearbeitung...
17 ;
18 M30
19 END PGM A-ACHSE_AUSRICHTEN MM
MfG
Julian
Hier wäre mein Vorschlag für deine Aufgabenstellung. Mit dem Zyklus "TCH PROBE 403" kannst du einzelne Drehachsen gerade ausrichten z. B. auch die C-Achse falls das Teil verdreht aufgespannt sein sollte. Hier kannst du die genaue Funktionsweise des Zyklus nachlesen. https://content.heidenhain.de/doku/tnc_guid.../1303409-10.pdf
0 BEGIN PGM A-ACHSE_AUSRICHTEN MM
1 ;
2 ;Taster einwechseln
3 TOOL CALL "TOUCH_PROBE" Z
4 ;
5 ;Bauteil ueber A-Achse ausrichten
6 ;
7 TCH PROBE 403 ROT UEBER DREHACHSE ~
Q263=+0 ;1. PUNKT 1. ACHSE ~
Q264=-190 ;1. PUNKT 2. ACHSE ~
Q265=+0 ;2. PUNKT 1. ACHSE ~
Q266=+190 ;2. PUNKT 2. ACHSE ~
Q272=+3 ;MESSACHSE ~
Q267=-1 ;VERFAHRRICHTUNG ~
Q261=+0 ;MESSHOEHE ~
Q320=+10 ;SICHERHEITS-ABST. ~
Q260=+50 ;SICHERE HOEHE ~
Q301=+1 ;FAHREN AUF S. HOEHE ~
Q312=+4 ;AUSGLEICHSACHSE ~
Q337=+1 ;NULL SETZEN ~
Q305=+1 ;NR. IN TABELLE ~
Q303=+1 ;MESSWERT-UEBERGABE ~
Q380=+0 ;BEZUGSWINKEL
8 ;
9 ;Bezugspunkt neu aufrufen
10 CYCL DEF 247 BEZUGSPUNKT SETZEN ~
Q339=+1 ;BEZUGSPUNKT-NUMMER
11 ;
12 ;Messen ob Bauteil gerade steht
13 ;
14 TCH PROBE 420 MESSEN WINKEL ~
Q263=+0 ;1. PUNKT 1. ACHSE ~
Q264=+190 ;1. PUNKT 2. ACHSE ~
Q265=+0 ;2. PUNKT 1. ACHSE ~
Q266=-190 ;2. PUNKT 2. ACHSE ~
Q272=+3 ;MESSACHSE ~
Q267=-1 ;VERFAHRRICHTUNG ~
Q261=+0 ;MESSHOEHE ~
Q320=+20 ;SICHERHEITS-ABST. ~
Q260=+50 ;SICHERE HOEHE ~
Q301=+1 ;FAHREN AUF S. HOEHE ~
Q281=+2 ;MESSPROTOKOLL
15 ;
16 ;weiter mit Bearbeitung...
17 ;
18 M30
19 END PGM A-ACHSE_AUSRICHTEN MM
MfG
Julian
01.06.2022, 08:01 Uhr
Vielen Dank, Teil ist nun in A und C ausgerichtet. Nun nur noch ein weiteres Problem, das gepostete Programm macht am Anfang einen Plane Reset Turn und danach ist der ausgerichtete Winkel natürlich wieder weg. Soll ich dann das Plane Reset Turn einfach auskommentieren ?
01.06.2022, 15:02 Uhr
QUOTE (aglo108 @ 01.06.2022, 09:01 Uhr) 
Vielen Dank, Teil ist nun in A und C ausgerichtet. Nun nur noch ein weiteres Problem, das gepostete Programm macht am Anfang einen Plane Reset Turn und danach ist der ausgerichtete Winkel natürlich wieder weg. Soll ich dann das Plane Reset Turn einfach auskommentieren ?
Hallo aglo108,
ersetze lieber das PLANE RESET durch ein PLANE SPATIAL SPA0 SPB0 SPC0. Die A und C-Achse sollte sich dabei dann auch nicht mehr bewegen.
Durch Angabe der drei Werte sagst du der Maschine das sich die Achsen so hindrehen sollen wie es im Bezugspunkt steht, die Winkle SPA SPB und SPC werden also nochmal "oben drauf" gerechnet.
Mit Reset wird die Plane-Funktion ganz zurückgesetzt, die Maschine ignoriert also alle Winkel-Angaben die im Bezugspunkt stehen.
Der Beitrag wurde von drunsinn bearbeitet: 01.06.2022, 15:08 Uhr
01.06.2022, 18:38 Uhr

Hallo aglo,
welche Steuerung hast Du denn? Welchen Softwarestand?
welche Steuerung hast Du denn? Welchen Softwarestand?
--------------------
Gruß
Schwindl
Schwindl
02.06.2022, 06:00 Uhr
Steuerung ist die TNC640 und Softwarestand ist 340590 10 SP4
02.06.2022, 07:34 UhrQUOTE (aglo108 @ 02.06.2022, 07:00 Uhr)
Steuerung ist die TNC640 und Softwarestand ist 340590 10 SP4
Hallo aglo,
dann musst Du die Werte aus dem 3D-Rot lesen und in die Presettabelle schreiben.
Anbei ein Beispiel:
16 * - SYSREAD SPA, SPB, SPC Werte auslesen
17 FN 18: SYSREAD Q50 = ID210 NR5 IDX1 SPA lesen
18 FN 18: SYSREAD Q51 = ID210 NR5 IDX2 SPB lesen
19 FN 18: SYSREAD Q52 = ID210 NR5 IDX3 SPC lesen
20 * - RESET
21 M129
22 PLANE RESET STAY
23 * - SYSWRITE SPA, SPB, SPC Werte in Preset schreiben
24 FN 18: SYSREAD Q60 = ID530 NR1 Lese aktiven Preset
25 FN 17: SYSWRITE ID 507 NRQ60 IDX4 =+Q50 SPA schreiben
26 FN 17: SYSWRITE ID 507 NRQ60 IDX5 =+Q51 SPB schreiben
27 FN 17: SYSWRITE ID 507 NRQ60 IDX6 =+Q52 SPC schreiben
28 * - PRESET Bezugspunkt setzen
29 CYCL DEF 247 BEZUGSPUNKT SETZEN
Q339=+Q60 ;BEZUGSPUNKT-NUMMER
30 PLANE SPATIAL SPA+0 SPB+0 SPC+0 TURN MB100
FMAX SEQ-
--------------------
Gruß
Schwindl
Schwindl
03.06.2022, 05:46 UhrQUOTE (schwindl @ 02.06.2022, 08:34 Uhr)
Hallo aglo,
dann musst Du die Werte aus dem 3D-Rot lesen und in die Presettabelle schreiben.
Anbei ein Beispiel:
16 * - SYSREAD SPA, SPB, SPC Werte auslesen
17 FN 18: SYSREAD Q50 = ID210 NR5 IDX1 SPA lesen
18 FN 18: SYSREAD Q51 = ID210 NR5 IDX2 SPB lesen
19 FN 18: SYSREAD Q52 = ID210 NR5 IDX3 SPC lesen
20 * - RESET
21 M129
22 PLANE RESET STAY
23 * - SYSWRITE SPA, SPB, SPC Werte in Preset schreiben
24 FN 18: SYSREAD Q60 = ID530 NR1 Lese aktiven Preset
25 FN 17: SYSWRITE ID 507 NRQ60 IDX4 =+Q50 SPA schreiben
26 FN 17: SYSWRITE ID 507 NRQ60 IDX5 =+Q51 SPB schreiben
27 FN 17: SYSWRITE ID 507 NRQ60 IDX6 =+Q52 SPC schreiben
28 * - PRESET Bezugspunkt setzen
29 CYCL DEF 247 BEZUGSPUNKT SETZEN
Q339=+Q60 ;BEZUGSPUNKT-NUMMER
30 PLANE SPATIAL SPA+0 SPB+0 SPC+0 TURN MB100
FMAX SEQ-
dann musst Du die Werte aus dem 3D-Rot lesen und in die Presettabelle schreiben.
Anbei ein Beispiel:
16 * - SYSREAD SPA, SPB, SPC Werte auslesen
17 FN 18: SYSREAD Q50 = ID210 NR5 IDX1 SPA lesen
18 FN 18: SYSREAD Q51 = ID210 NR5 IDX2 SPB lesen
19 FN 18: SYSREAD Q52 = ID210 NR5 IDX3 SPC lesen
20 * - RESET
21 M129
22 PLANE RESET STAY
23 * - SYSWRITE SPA, SPB, SPC Werte in Preset schreiben
24 FN 18: SYSREAD Q60 = ID530 NR1 Lese aktiven Preset
25 FN 17: SYSWRITE ID 507 NRQ60 IDX4 =+Q50 SPA schreiben
26 FN 17: SYSWRITE ID 507 NRQ60 IDX5 =+Q51 SPB schreiben
27 FN 17: SYSWRITE ID 507 NRQ60 IDX6 =+Q52 SPC schreiben
28 * - PRESET Bezugspunkt setzen
29 CYCL DEF 247 BEZUGSPUNKT SETZEN
Q339=+Q60 ;BEZUGSPUNKT-NUMMER
30 PLANE SPATIAL SPA+0 SPB+0 SPC+0 TURN MB100
FMAX SEQ-
Vielen dank, hat funktioniert

3 Besucher lesen dieses Thema (Gäste: 3)
0 Mitglieder: