




Werkzeugaufnahmen rosten - Sperrluft
Das könnte Sie auch interessieren....
 20.05.2018, 10:33 Uhr
20.05.2018, 10:33 Uhr


Hoi
Ist ja interessant. Bei lediglich 27° kein Spiel mehr.
Ist dies nach Vor- und Rücklauf auch nicht mehr vorhanden?
Dann dürfte der Rundlauf am Werkzeug auch besser sein.
Ich vermute, dass die Spindelnase ganz wenig zu lang ist und dadurch der Sitz im Spindelkonus nicht optimal ist.
Klar kann man durch erhöhte Spindeleinzugskraft den Konus etwas strammer spannen, aber wenn der Spindelflansch ansteht bringt das nicht wirklich viel.
Bin nach wie vor überzeugt dass es sich um Passrost handelt.
Es tritt ja nur ab Fräsergrösse 3mm auf, wenn die Schnittkräfte etwas grösser werden und dadurch eine Milrobewegung stattfindet.
Was gibt IBAG denn an in Sachen Abstand Flansch zur Spindelnase?
Ist ja interessant. Bei lediglich 27° kein Spiel mehr.
Ist dies nach Vor- und Rücklauf auch nicht mehr vorhanden?
Dann dürfte der Rundlauf am Werkzeug auch besser sein.
Ich vermute, dass die Spindelnase ganz wenig zu lang ist und dadurch der Sitz im Spindelkonus nicht optimal ist.
Klar kann man durch erhöhte Spindeleinzugskraft den Konus etwas strammer spannen, aber wenn der Spindelflansch ansteht bringt das nicht wirklich viel.
Bin nach wie vor überzeugt dass es sich um Passrost handelt.
Es tritt ja nur ab Fräsergrösse 3mm auf, wenn die Schnittkräfte etwas grösser werden und dadurch eine Milrobewegung stattfindet.
Was gibt IBAG denn an in Sachen Abstand Flansch zur Spindelnase?
--------------------
Gruss Rainer
"Es gibt immer eine Lösung - manchmal auch eine Andere"l
Meine Ratschläge sind kostenlos und müssen nicht angenommen werden...
"Es gibt immer eine Lösung - manchmal auch eine Andere"l
Meine Ratschläge sind kostenlos und müssen nicht angenommen werden...
20.05.2018, 10:40 Uhr
Ich meine die 2-3µ Spiel an den "Lagern".
Der Rundlauffehler der WErkzeuge ist noch immer so in diesen Bereich.
Passrost klingt für mich auch plausibel.
Welches Maß Ibag angibt weiß ich nicht. Wenn ich es wüsste, würde ich es auch nicht reproduzierbar messen können?
Also sieht es so aus das die Spindel zum Service eingeschickt werden müsste?
Preis etwa 1000-1500€?
Der Rundlauffehler der WErkzeuge ist noch immer so in diesen Bereich.
Passrost klingt für mich auch plausibel.
Welches Maß Ibag angibt weiß ich nicht. Wenn ich es wüsste, würde ich es auch nicht reproduzierbar messen können?
Also sieht es so aus das die Spindel zum Service eingeschickt werden müsste?
Preis etwa 1000-1500€?
20.05.2018, 11:17 Uhr
Würde erst mal die Antwort von IBAG abwarten, ob und wie gross das Spiel zwischen Spindelnase und Flansch sein sollte.
Als Option bei einer Aufnahme welche Passtost bildet den Flansch leicht planschleifen.
Sollte dies zum Erfolg führen, dann kannst die anderen Aufnahmen ebenfalls nacharbeiten.
Es kann sein, dass die Spindelbohrung an die oberen Toleranzgrenze geschliffen wurde und die Spindelaufnahmen an die Untere.
Ich geha davon aus, dass Du die Spindel auf einer liebevoll genannten „Käsefräse“ im Einsatz hast.
Darf ich fragen um welches Modell es sich handelt?
Als Option bei einer Aufnahme welche Passtost bildet den Flansch leicht planschleifen.
Sollte dies zum Erfolg führen, dann kannst die anderen Aufnahmen ebenfalls nacharbeiten.
Es kann sein, dass die Spindelbohrung an die oberen Toleranzgrenze geschliffen wurde und die Spindelaufnahmen an die Untere.
Ich geha davon aus, dass Du die Spindel auf einer liebevoll genannten „Käsefräse“ im Einsatz hast.
Darf ich fragen um welches Modell es sich handelt?
--------------------
Gruss Rainer
"Es gibt immer eine Lösung - manchmal auch eine Andere"l
Meine Ratschläge sind kostenlos und müssen nicht angenommen werden...
"Es gibt immer eine Lösung - manchmal auch eine Andere"l
Meine Ratschläge sind kostenlos und müssen nicht angenommen werden...
20.05.2018, 12:18 UhrQUOTE (Rainer60 @ 20.05.2018, 12:17 Uhr) 
Würde erst mal die Antwort von IBAG abwarten, ob und wie gross das Spiel zwischen Spindelnase und Flansch sein sollte.
Als Option bei einer Aufnahme welche Passtost bildet den Flansch leicht planschleifen.
Sollte dies zum Erfolg führen, dann kannst die anderen Aufnahmen ebenfalls nacharbeiten.
Es kann sein, dass die Spindelbohrung an die oberen Toleranzgrenze geschliffen wurde und die Spindelaufnahmen an die Untere.
Ich geha davon aus, dass Du die Spindel auf einer liebevoll genannten „Käsefräse“ im Einsatz hast.
Darf ich fragen um welches Modell es sich handelt?
Als Option bei einer Aufnahme welche Passtost bildet den Flansch leicht planschleifen.
Sollte dies zum Erfolg führen, dann kannst die anderen Aufnahmen ebenfalls nacharbeiten.
Es kann sein, dass die Spindelbohrung an die oberen Toleranzgrenze geschliffen wurde und die Spindelaufnahmen an die Untere.
Ich geha davon aus, dass Du die Spindel auf einer liebevoll genannten „Käsefräse“ im Einsatz hast.
Darf ich fragen um welches Modell es sich handelt?
Ich frage Ibag jetzt also wieviel Spiel zwischen Spindelnase und Flansch der Werkzeugaufnahme sein sollte?
Käsefräse liegt immer im Auge des Betrachters. An die 2Tonnen komme ich nicht ran. Aber 700Kg mit Pherephie ca schon.
Ist vieles aus Stahl, (Außer Portalwangen und 3 Aluminiumprofile). Verfahrweg ca 1200x620x120mm

Der Beitrag wurde von al_bundy bearbeitet: 20.05.2018, 12:19 Uhr
20.05.2018, 15:28 UhrQUOTE (al_bundy @ 20.05.2018, 12:18 Uhr)
Ich frage Ibag jetzt also wieviel Spiel zwischen Spindelnase und Flansch der Werkzeugaufnahme sein sollte?
Käsefräse liegt immer im Auge des Betrachters. An die 2Tonnen komme ich nicht ran. Aber 700Kg mit Pherephie ca schon.
Ist vieles aus Stahl, (Außer Portalwangen und 3 Aluminiumprofile). Verfahrweg ca 1200x620x120mm

Käsefräse liegt immer im Auge des Betrachters. An die 2Tonnen komme ich nicht ran. Aber 700Kg mit Pherephie ca schon.
Ist vieles aus Stahl, (Außer Portalwangen und 3 Aluminiumprofile). Verfahrweg ca 1200x620x120mm
Ja genau.
Hab schon gestaunt welche Bearbeitungen mit solchen Routers möglich sind.
Hast ja ein tolles Ding im Keller stehen mit Vacuumplatte und so

Bei der Umhausung könntest Du unten ein Wasserbad installieren und Plasmaschneiden.
Eine Absaugung besteht scheinbar auch

--------------------
Gruss Rainer
"Es gibt immer eine Lösung - manchmal auch eine Andere"l
Meine Ratschläge sind kostenlos und müssen nicht angenommen werden...
"Es gibt immer eine Lösung - manchmal auch eine Andere"l
Meine Ratschläge sind kostenlos und müssen nicht angenommen werden...
20.05.2018, 18:06 Uhr
Kauf dir feines Schleifvlies oder Rostradiergummi zum ab und zu per Hand saubermachen und gut ists.
Wir wäre das egal, den frästen tut sie ja
Durch die Plananlage hat mir ein Spindelschleifer mal erzählt, liegt nie beides komplett an.
Man hat ja auch Toleranzen, genauso auch die Aufnahmen.
Der Beitrag wurde von V4Aman bearbeitet: 20.05.2018, 18:07 Uhr
Wir wäre das egal, den frästen tut sie ja
Durch die Plananlage hat mir ein Spindelschleifer mal erzählt, liegt nie beides komplett an.
Man hat ja auch Toleranzen, genauso auch die Aufnahmen.
Der Beitrag wurde von V4Aman bearbeitet: 20.05.2018, 18:07 Uhr
--------------------
Gruß V4Aman
__________________________________________________________________________
Alle sagten: "Das geht nicht." Dann kam einer, der wusste das nicht, und hat's einfach gemacht.
__________________________________________________________________________
Alle sagten: "Das geht nicht." Dann kam einer, der wusste das nicht, und hat's einfach gemacht.
21.05.2018, 10:21 Uhr
Hallo,
ich wollts jetzt mal wissen. Ich habe den Frästest vorgezogen.
Teile habe ich mit einer original Schaublin Werkzeugaufnahme gefräßt.
Wieder mit einen 5mm WErkzeug. Kein Rost.
Offenbar besteht das Problem bei den nachgemachten.
Nicht bei den originalen. ... es dauert nun aber Tage um jede einzelne
Werkzteugaufnahme zu testen. Einerseits will ich den Zulieferer der
Werkzeugaufnahmen des Drittanbieters nicht nerven.
Andererseits will ich auch keine 22 Werkzeugaufnahmen testen.
Was denkt ihr? Mit den Anzugsbolzen scheint das recht wenig zu tun zu haben?
An der Spindel offenbar auch nicht?
ich wollts jetzt mal wissen. Ich habe den Frästest vorgezogen.
Teile habe ich mit einer original Schaublin Werkzeugaufnahme gefräßt.
Wieder mit einen 5mm WErkzeug. Kein Rost.
Offenbar besteht das Problem bei den nachgemachten.
Nicht bei den originalen. ... es dauert nun aber Tage um jede einzelne
Werkzteugaufnahme zu testen. Einerseits will ich den Zulieferer der
Werkzeugaufnahmen des Drittanbieters nicht nerven.
Andererseits will ich auch keine 22 Werkzeugaufnahmen testen.
Was denkt ihr? Mit den Anzugsbolzen scheint das recht wenig zu tun zu haben?
An der Spindel offenbar auch nicht?
21.05.2018, 11:30 Uhr 21.05.2018, 12:53 Uhr
Hoi
Wie V4Aman schon anmerkte - die Plananlage.
Nimm mal eine Aufnahme und schleife die Planfläche etwas ab.
Wenn Du kein entsprechendes Schleifequipement hast oder Hartdrehen kannst, spann einen Sift anstatt nen Fräser ein.
Das Ganze im schlimmsten Fall in die Handbohrmaschine und schleife mit dem Dremel etwas von der Planfläche ab.
Oberflächengüte und Planheit spielt keine Rolle - Hauptsache es ist zwischen Werkzeugaufnahmeflansch und Spindelnase etwas Luft.
Achte darauf, dass die Freistellung bis an den Konus reicht.
Dadurch besteht die Gewissheit, das die Aufnahme nur im Konus sitzt.
Wenn dann das Rostproblem beseitigt ist, kannst Du die Spindelnase kürzen und gut ist.
Wünsche Erfolg!
Wie V4Aman schon anmerkte - die Plananlage.
Nimm mal eine Aufnahme und schleife die Planfläche etwas ab.
Wenn Du kein entsprechendes Schleifequipement hast oder Hartdrehen kannst, spann einen Sift anstatt nen Fräser ein.
Das Ganze im schlimmsten Fall in die Handbohrmaschine und schleife mit dem Dremel etwas von der Planfläche ab.
Oberflächengüte und Planheit spielt keine Rolle - Hauptsache es ist zwischen Werkzeugaufnahmeflansch und Spindelnase etwas Luft.
Achte darauf, dass die Freistellung bis an den Konus reicht.
Dadurch besteht die Gewissheit, das die Aufnahme nur im Konus sitzt.
Wenn dann das Rostproblem beseitigt ist, kannst Du die Spindelnase kürzen und gut ist.
Wünsche Erfolg!
--------------------
Gruss Rainer
"Es gibt immer eine Lösung - manchmal auch eine Andere"l
Meine Ratschläge sind kostenlos und müssen nicht angenommen werden...
"Es gibt immer eine Lösung - manchmal auch eine Andere"l
Meine Ratschläge sind kostenlos und müssen nicht angenommen werden...
24.05.2018, 05:17 Uhr
Ja wenn dann.
Würde trotzdem aus Kostengründen erst mal das mit dem abschleifen testen.
Die Aufnahme wird ja nicht zerstört. Nimm die mit dem schlechtesten Rundlauf, dann kannst gleichzeitig testen ob der Rundlauffehler mit der Plananlage zusammenhängt.
Würde trotzdem aus Kostengründen erst mal das mit dem abschleifen testen.
Die Aufnahme wird ja nicht zerstört. Nimm die mit dem schlechtesten Rundlauf, dann kannst gleichzeitig testen ob der Rundlauffehler mit der Plananlage zusammenhängt.
--------------------
Gruss Rainer
"Es gibt immer eine Lösung - manchmal auch eine Andere"l
Meine Ratschläge sind kostenlos und müssen nicht angenommen werden...
"Es gibt immer eine Lösung - manchmal auch eine Andere"l
Meine Ratschläge sind kostenlos und müssen nicht angenommen werden...
17.06.2018, 11:21 Uhr
Hallo,
die 0.02mm Fühler sind angekommen.
Es ist so das ich zwischen Spindelnase und Werkzeugaufnahmeflansch den Fühler für etwa 1mm hineinstecken kann.
Der Flanschaht etwa 5mm. Also komplett durch komme ich nicht.
Ich habe gestern ein Teil mit einen 3mm Werkzeug gefräßt. Maschinenlaufzeit ca 3h.
Kein Rost.
die 0.02mm Fühler sind angekommen.
Es ist so das ich zwischen Spindelnase und Werkzeugaufnahmeflansch den Fühler für etwa 1mm hineinstecken kann.
Der Flanschaht etwa 5mm. Also komplett durch komme ich nicht.
Ich habe gestern ein Teil mit einen 3mm Werkzeug gefräßt. Maschinenlaufzeit ca 3h.
Kein Rost.
17.06.2018, 11:56 Uhr
Hoi
Ist das bei den anderen Aufnahmen auch so?
Prüfe mal bei der aktuellen Aufnahme mit dem Haarwinkel / Haarlineal, ob die Anlagefläche bis ganz nach aussen eben ist.
Es könnte sein, dass beim Planschleifen der äusserste Millimeter durch den Scheibendruck mehr abgeschliffen wurde und in diesem Bereich die 0.02 Lehre anschnäbelt.
Ist das bei den anderen Aufnahmen auch so?
Prüfe mal bei der aktuellen Aufnahme mit dem Haarwinkel / Haarlineal, ob die Anlagefläche bis ganz nach aussen eben ist.
Es könnte sein, dass beim Planschleifen der äusserste Millimeter durch den Scheibendruck mehr abgeschliffen wurde und in diesem Bereich die 0.02 Lehre anschnäbelt.
--------------------
Gruss Rainer
"Es gibt immer eine Lösung - manchmal auch eine Andere"l
Meine Ratschläge sind kostenlos und müssen nicht angenommen werden...
"Es gibt immer eine Lösung - manchmal auch eine Andere"l
Meine Ratschläge sind kostenlos und müssen nicht angenommen werden...
21.06.2018, 09:24 Uhr
Hallo,
ich habe die Planflächen mal bei 5 Schaublin und 5 nachgefertigten Aufnahmen geprüft.
Diese sind alle ordnungsgemäß geschliffen.
Der Spalt zwischen Spindelnase und Werkzteugaufnahme ist bei manchen weniger tief, (wie schon zuvor erwähnt), und bei manchen gar nicht.
Es ist nicht auffällig das es bei Schaublin oder bei den nachgemachten mehr Luft zwischen Aufnahme und Spindelnase gibt.
ich habe die Planflächen mal bei 5 Schaublin und 5 nachgefertigten Aufnahmen geprüft.
Diese sind alle ordnungsgemäß geschliffen.
Der Spalt zwischen Spindelnase und Werkzteugaufnahme ist bei manchen weniger tief, (wie schon zuvor erwähnt), und bei manchen gar nicht.
Es ist nicht auffällig das es bei Schaublin oder bei den nachgemachten mehr Luft zwischen Aufnahme und Spindelnase gibt.
22.06.2018, 10:21 Uhr
Könnte es vielleicht doch am Kältetrockner liegen?
Zuerst wurde die Spindel mit einen Boge DS2 betrieben.
Boge räumte ein das er zu schwach sei.
Daraufhin wurde auf DS4 geupdatet.
Ibag meinte das es generell nicht am Kältetrockner
liegen solle sondern eher an die Spindel. Zu schwaches Einzugsmoment.
Komischerweise ist genau da Rost wo die Sperrluft permanent "hinein bläst/dran vorbei bläst"
Spindelnase kürzen oder Aufnahmen kürzen, auch wenns nur ein Zehntel ist, schafft vielleicht Abhilfe,
ist aber sicher nicht von Ibag so vorgesehen. Darüber hinaus ist es zusätzliche Fläche die die Werkzeugaufnahme
in Position hält die dann verloren ginge.
Mein Werkzeuglieferant meint ich solle die Werkzeugaufnahmen beschichten.
Gut dann rosten die nicht, aber dadurch wird die Spindelnase dennoch weiter rosten.
Mit einen Tropfen Öl und kleinen Werkzeugen habe ich das jetzt in den Griff wobei ich oft Öl nachlegen muss.
Später im automatisierten Betrieb ist das natürlich keine Option jede Stunde 1 tropfen Öl auf die Werkzeugaufnahme
tropfen die im Werkzeugmagazin untergebracht sind.
Zuerst wurde die Spindel mit einen Boge DS2 betrieben.
Boge räumte ein das er zu schwach sei.
Daraufhin wurde auf DS4 geupdatet.
Ibag meinte das es generell nicht am Kältetrockner
liegen solle sondern eher an die Spindel. Zu schwaches Einzugsmoment.
Komischerweise ist genau da Rost wo die Sperrluft permanent "hinein bläst/dran vorbei bläst"
Spindelnase kürzen oder Aufnahmen kürzen, auch wenns nur ein Zehntel ist, schafft vielleicht Abhilfe,
ist aber sicher nicht von Ibag so vorgesehen. Darüber hinaus ist es zusätzliche Fläche die die Werkzeugaufnahme
in Position hält die dann verloren ginge.
Mein Werkzeuglieferant meint ich solle die Werkzeugaufnahmen beschichten.
Gut dann rosten die nicht, aber dadurch wird die Spindelnase dennoch weiter rosten.
Mit einen Tropfen Öl und kleinen Werkzeugen habe ich das jetzt in den Griff wobei ich oft Öl nachlegen muss.
Später im automatisierten Betrieb ist das natürlich keine Option jede Stunde 1 tropfen Öl auf die Werkzeugaufnahme
tropfen die im Werkzeugmagazin untergebracht sind.
23.06.2018, 07:01 UhrQUOTE (al_bundy @ 22.06.2018, 10:21 Uhr)
Mit einen Tropfen Öl und kleinen Werkzeugen habe ich das jetzt in den Griff wobei ich oft Öl nachlegen muss.
Später im automatisierten Betrieb ist das natürlich keine Option jede Stunde 1 tropfen Öl auf die Werkzeugaufnahme
tropfen die im Werkzeugmagazin untergebracht sind.
Später im automatisierten Betrieb ist das natürlich keine Option jede Stunde 1 tropfen Öl auf die Werkzeugaufnahme
tropfen die im Werkzeugmagazin untergebracht sind.
Wie wärs mit Druckluftöler ?
Die Aufnahmen nitrieren ist übrigens auch kein Nachteil. Rostet weniger.
24.06.2018, 08:59 UhrQUOTE (al_bundy @ 23.06.2018, 07:32 Uhr)
Die Luft wird schon geölt.
Wie soll das dann bitte rosten ?
Ich würde wirklich nochmal prüfen ob es nicht ganz feiner Kupferstaub ist, der sich dort festsetzt. Der sieht nämlich fast aus wie Rost.
Wenns Rost ist und man den entfernt, würde man nämlich auch mit der Lupe den Materialabtrag durch den Rost sehen.
24.06.2018, 10:05 UhrQUOTE (MikeE25 @ 24.06.2018, 09:59 Uhr)
Wie soll das dann bitte rosten ?
Ich würde wirklich nochmal prüfen ob es nicht ganz feiner Kupferstaub ist, der sich dort festsetzt. Der sieht nämlich fast aus wie Rost.
Wenns Rost ist und man den entfernt, würde man nämlich auch mit der Lupe den Materialabtrag durch den Rost sehen.
Ich würde wirklich nochmal prüfen ob es nicht ganz feiner Kupferstaub ist, der sich dort festsetzt. Der sieht nämlich fast aus wie Rost.
Wenns Rost ist und man den entfernt, würde man nämlich auch mit der Lupe den Materialabtrag durch den Rost sehen.
Ich weiß es leider nicht wie es rosten kann.
Die eingeölten Aufnahmen sind nach dem fräsen fast trocken, also frei vom Öl.
Wenn man den Rost entfernt hat sieht man die Korrision.
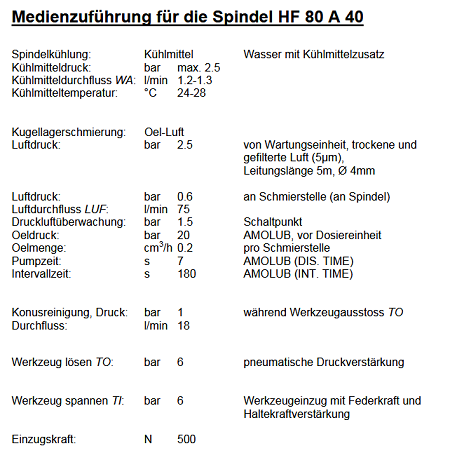
Die Spindel hat geölte Sperrluft. Und die Intervallzeiten sind von Ibag voreingestellt.
Es kommt auch Öl heraus.
Was komisch ist das ich am Spindeleingang mit 1.8bar reinfeuern soll.
Ibag meint das ist aber ok so.
25.06.2018, 08:20 Uhr
Hoi
Passrost entsteht nicht wie wie übliche Korrosion durch Feuchtigkeit. Da geht es um Schwingungen oder feine Bewegungen zwischen den Partnerflächen. Bei Alu wird das Material schwarz.
Wenn Maschinenschraubstöcke längere Zeit nicht entfernt werden, tritt das ebenfalls auf. Ich habe schon gehört, dass durch auftragen einer wachsartigen Schutzschicht dem entgegengewirkt werden kann.
Wenn die Einzugskraft zu gering ist, dann kann dies der Fall sein.
Wirst wohl die Spindel doch einschicken müssen. Damit hättest Du die Gewissheit in Sachen Einzugskraft und Passgenauigkeit.
Passrost entsteht nicht wie wie übliche Korrosion durch Feuchtigkeit. Da geht es um Schwingungen oder feine Bewegungen zwischen den Partnerflächen. Bei Alu wird das Material schwarz.
Wenn Maschinenschraubstöcke längere Zeit nicht entfernt werden, tritt das ebenfalls auf. Ich habe schon gehört, dass durch auftragen einer wachsartigen Schutzschicht dem entgegengewirkt werden kann.
Wenn die Einzugskraft zu gering ist, dann kann dies der Fall sein.
Wirst wohl die Spindel doch einschicken müssen. Damit hättest Du die Gewissheit in Sachen Einzugskraft und Passgenauigkeit.
--------------------
Gruss Rainer
"Es gibt immer eine Lösung - manchmal auch eine Andere"l
Meine Ratschläge sind kostenlos und müssen nicht angenommen werden...
"Es gibt immer eine Lösung - manchmal auch eine Andere"l
Meine Ratschläge sind kostenlos und müssen nicht angenommen werden...
12.02.2020, 11:35 Uhr
Hallo,
die Spindel ist bereits seit 2 Monaten in der Reperatur bei KWA Abrichttechnik. Dauert leider extrem lange.
Fullservice 1925€ Netto. Lagertausch, Ersetzen des Tellerfederspannsystem, Ausschleifen und nachbearbeitung einiger Teile.
Ist schon ne Hausnummer. Aber immernoch ca 25% günstiger als direkt bei Ibag.
Ob die Lager wirklich getauscht werden sollten bin ich mir nicht so sicher.
Die Spindel hat nur wenige Hundert Betriebsstunden runter und es gab kein Crash.
die Spindel ist bereits seit 2 Monaten in der Reperatur bei KWA Abrichttechnik. Dauert leider extrem lange.
Fullservice 1925€ Netto. Lagertausch, Ersetzen des Tellerfederspannsystem, Ausschleifen und nachbearbeitung einiger Teile.
Ist schon ne Hausnummer. Aber immernoch ca 25% günstiger als direkt bei Ibag.
Ob die Lager wirklich getauscht werden sollten bin ich mir nicht so sicher.
Die Spindel hat nur wenige Hundert Betriebsstunden runter und es gab kein Crash.
11.05.2025, 07:31 Uhr
Möchte mal ein Update geben.
Die Spindel wurde vor Jahren instandgesetzt. Was hat sich praktisch getan?
Nichts!
Faktisch 2400€ für nichts versenkt. Bei längeren Stillstand öffnet die Zange nicht korrekt. Hilft nur Fett reinschmieren und Kegel öffnen und schließen. 20-30x oder so.
Das Rostproblem besteht nach wie vor. Mit Original Schaublin Spannwerkzeugen als auch mit den nachgemachten Werkzeugaufnahmen von Nierschl. Die Anzugsbolzen sind sogar 0,1mm kleiner im Durchmesser bei Nirschl sodass es eigentlich weniger haken müsste beim Werkzeugauswurf. Das bedeutet es liegt hier ein grundlegendes Problem vor. Und zwar an der Spindel.
Da ab und zu mal fett reinträufeln ist kein Problem. Der Rost behindert jedoch deutlich da keine höheren Schnittkräfte gefahren werden können.
Ich liege bei nur etwa 20% der Schnittleistung die das Ibagsystem leisten muss. Das schaffts dann schon nicht mehr -> Rost am Kegel. Gehe ich mit den Schnittkräften runter, dann habe ich kein Rost am Kegel. Nutze ich kürzere Werkzeuge habe ich auch keinen Rost am Kegel.
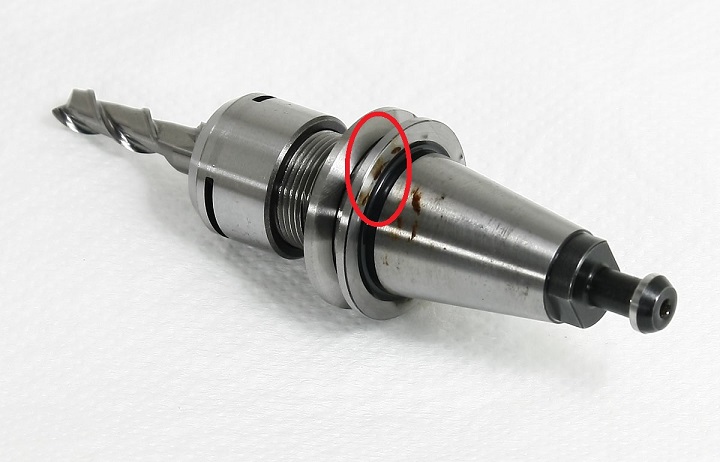
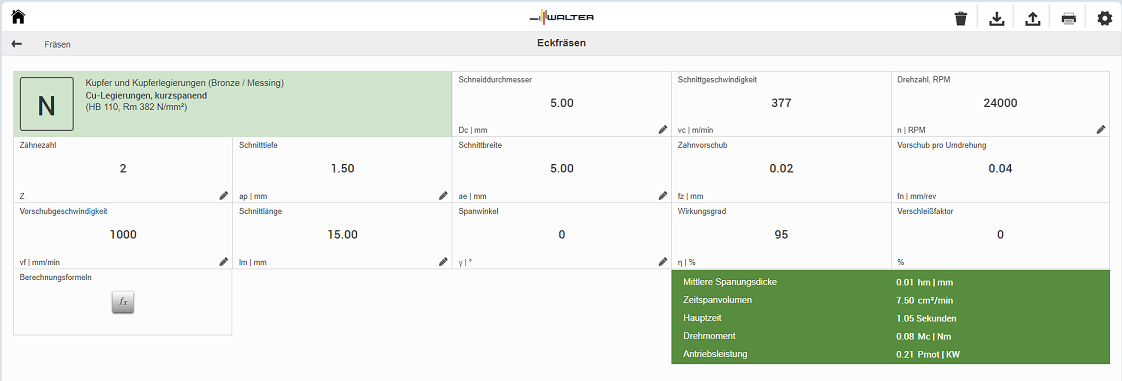
Bei höherer Last fängt die Werkzeugaufnahme an zu rosten. Rot eingekreist. 5mm Fräser - 2 Schneider in Kupfer, 1,5mm Zustellung @24000U/min @ 1m/min Vorschub.
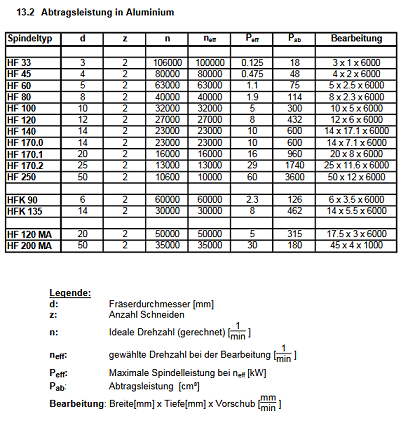
Zeitpsanvolumen liegt bei 7,5cm³/min und ich habe Probleme. Ibag gibt im Datenblatt bis zu 40cm³/min an. Da stimmt etwas gewaltig nicht.
Ja das erste Bild sieht doof aus. Das Problem ist aber dass die Werkzeugaufnahme voll ist. Tiefer einspannen geht nicht. Inzwischen habe ich Werkzeuge gefunden mit kürzeren Schaft und nicht zu langer Schneide. Das Ergebnis ist besser. Ich kann mit leichten Abstrichen arbeiten. Aber das ist nicht Sinn und Zweck der Sache. Fazit: Nie wieder IBAG! Nicht nur weil das Zeug offenbar nichts taugt, sondern weil der Support auch widersprüchliche Informationen gegeben hat was mich 2000€ für eine unnütze Druckluftanlage eingebracht hatte... ... Support wird von Ibag Schweiz inzwischen abgelehnt und man hat auch die anderen Filialen angeschrieben mir kein Support mehr zukommen zu lassen.
Man rühmte sich öffentlich mit Patente die bereits erloschen sind was impliziert das ein Nachbau der Werkzeugaufnahmen illegal wäre. Nachgebaut habe ich sie dann dennoch lassen ohne von Ibag ermahnt oder belangt worden zu sein da Beweise vorlagen dass das Patent nicht mehr gültig ist. Ferndiagnose Einzugsfeder ausgenudelt, kann man ja noch gelten lassen. Wars aber nicht und der Service hat mich 2500€ gekostet.
Falls jmd. noch Anregungen hat, immer her damit. Aber ich glaube das Spannsystem ist schlichtweg am Limit. Sowohl ohne dass da jemand dran rumgefummelt hat, als auch nach Instandsetzung von einer professionellen Firma die das jeden Tag macht. Unterm Strich: Ich bin pappe satt. Tausende € für nichts verbraten + Wochen recherchiert, gelesen und getestet.


Bisschen rumpropbiert mit preussisch blau habe ich auch. Wie gut man daran etwas erkennen kann weiß ich nicht. Scheint aber ok auszusehen. Also der Kegel passt offenbar und es gibt dort keine Schmerzen.


Der Beitrag wurde von al_ge bearbeitet: 11.05.2025, 07:33 Uhr
Die Spindel wurde vor Jahren instandgesetzt. Was hat sich praktisch getan?
Nichts!
Faktisch 2400€ für nichts versenkt. Bei längeren Stillstand öffnet die Zange nicht korrekt. Hilft nur Fett reinschmieren und Kegel öffnen und schließen. 20-30x oder so.
Das Rostproblem besteht nach wie vor. Mit Original Schaublin Spannwerkzeugen als auch mit den nachgemachten Werkzeugaufnahmen von Nierschl. Die Anzugsbolzen sind sogar 0,1mm kleiner im Durchmesser bei Nirschl sodass es eigentlich weniger haken müsste beim Werkzeugauswurf. Das bedeutet es liegt hier ein grundlegendes Problem vor. Und zwar an der Spindel.
Da ab und zu mal fett reinträufeln ist kein Problem. Der Rost behindert jedoch deutlich da keine höheren Schnittkräfte gefahren werden können.
Ich liege bei nur etwa 20% der Schnittleistung die das Ibagsystem leisten muss. Das schaffts dann schon nicht mehr -> Rost am Kegel. Gehe ich mit den Schnittkräften runter, dann habe ich kein Rost am Kegel. Nutze ich kürzere Werkzeuge habe ich auch keinen Rost am Kegel.
Bei höherer Last fängt die Werkzeugaufnahme an zu rosten. Rot eingekreist. 5mm Fräser - 2 Schneider in Kupfer, 1,5mm Zustellung @24000U/min @ 1m/min Vorschub.
Zeitpsanvolumen liegt bei 7,5cm³/min und ich habe Probleme. Ibag gibt im Datenblatt bis zu 40cm³/min an. Da stimmt etwas gewaltig nicht.
Ja das erste Bild sieht doof aus. Das Problem ist aber dass die Werkzeugaufnahme voll ist. Tiefer einspannen geht nicht. Inzwischen habe ich Werkzeuge gefunden mit kürzeren Schaft und nicht zu langer Schneide. Das Ergebnis ist besser. Ich kann mit leichten Abstrichen arbeiten. Aber das ist nicht Sinn und Zweck der Sache. Fazit: Nie wieder IBAG! Nicht nur weil das Zeug offenbar nichts taugt, sondern weil der Support auch widersprüchliche Informationen gegeben hat was mich 2000€ für eine unnütze Druckluftanlage eingebracht hatte... ... Support wird von Ibag Schweiz inzwischen abgelehnt und man hat auch die anderen Filialen angeschrieben mir kein Support mehr zukommen zu lassen.
Man rühmte sich öffentlich mit Patente die bereits erloschen sind was impliziert das ein Nachbau der Werkzeugaufnahmen illegal wäre. Nachgebaut habe ich sie dann dennoch lassen ohne von Ibag ermahnt oder belangt worden zu sein da Beweise vorlagen dass das Patent nicht mehr gültig ist. Ferndiagnose Einzugsfeder ausgenudelt, kann man ja noch gelten lassen. Wars aber nicht und der Service hat mich 2500€ gekostet.
Falls jmd. noch Anregungen hat, immer her damit. Aber ich glaube das Spannsystem ist schlichtweg am Limit. Sowohl ohne dass da jemand dran rumgefummelt hat, als auch nach Instandsetzung von einer professionellen Firma die das jeden Tag macht. Unterm Strich: Ich bin pappe satt. Tausende € für nichts verbraten + Wochen recherchiert, gelesen und getestet.
Bisschen rumpropbiert mit preussisch blau habe ich auch. Wie gut man daran etwas erkennen kann weiß ich nicht. Scheint aber ok auszusehen. Also der Kegel passt offenbar und es gibt dort keine Schmerzen.
Der Beitrag wurde von al_ge bearbeitet: 11.05.2025, 07:33 Uhr
11.05.2025, 10:29 Uhr
Du kannst eigentlich nicht mehr machen als die Mechanik der Halter zu kontrollieren und ggf so gut wie möglich gängig zu machen.
Die Kegel immer etwas einölen (nicht fetten).
KSS optimieren (Konzentration) damit eindringendes KSS keinen Rost erzeugt.
Kegel immer gut mit Kegelwischer sauber halten.
Nie über Nacht Werkzeuge im Kegel lassen.
Wenn das alles nichts hilft: Maschine verkaufen und was bewährtes kaufen.
Die Kegel immer etwas einölen (nicht fetten).
KSS optimieren (Konzentration) damit eindringendes KSS keinen Rost erzeugt.
Kegel immer gut mit Kegelwischer sauber halten.
Nie über Nacht Werkzeuge im Kegel lassen.
Wenn das alles nichts hilft: Maschine verkaufen und was bewährtes kaufen.
1 Besucher lesen dieses Thema (Gäste: 1) 0 Mitglieder: |