


Detlev Bross
Oerlikon Balzers
Produktion
Harte Schichten für die Turbo-Fertigung
Beim Bearbeiten von Turbolader-Bauteilen stellen hochwarmfeste Werkstoffe die Zerspanungswerkzeuge auf eine harte Probe. Innovative Beschichtungen können Werkzeug-Verschleiß und -Kosten nun deutlich senken. PVD-Beschichtung von Oerlikon Surface Solutions bewährt sich bei Zerspanungstests in der Automobilindustrie
Turbolader sind auf der Überholspur: Die Marktforscher von IHS sagen ein Wachstum von 8,2 Prozent für die Aufladungstechnik voraus, während der globale Markt für Leichtfahrzeuge (bis sechs Tonnen Gewicht) von 2015 bis 2020 nur um 2,7 Prozent auf 100,7 Millionen produzierte Autos zulegen soll. In der Fertigung steigen damit die Ansprüche: Moderne Turboladerkomponenten müssen temperaturbeständig bis über 1000 Grad Celsius sein und immer höheren Verdichtungsdruck aushalten. Um Dichtigkeit und Leistung jederzeit sicherzustellen, müssen die Bauteile Form- und Lagetoleranzen im heißen wie im kalten Zustand mikrometergenau halten. Bei ihrer Produktion werden deshalb hochwarmfeste Materialien eingesetzt.
Zu den Legierungsbestandteilen solcher Werkstoffe wie etwa austenitischer Stahlguss zählen Nickel, Chrom, Mangan, Niob und Molybdän – alles Elemente, die zwar die Festigkeit und Zähigkeit erhöhen, aber auch eine Zerspanung mit stärkerer Klebeneigung und höherem Kerbverschleiß der Werkzeuge belasten. Mit diesen wachsenden Ansprüchen an die Bearbeitung steigen in höchstem Maße auch die Werkzeugkosten pro Bauteil, was eine wirtschaftliche Fertigung gefährdet. Der Beschichtungsspezialist Oerlikon Balzers hat diesen Trend erkannt und mit Zerspanungstests bei Automobilherstellern und -zulieferern begleitet. Daraus wurden Erkenntnisse für eine optimierte Zerspanung mit speziellen Werkzeugbeschichtungen und Beschichtungstechnologien gewonnen.
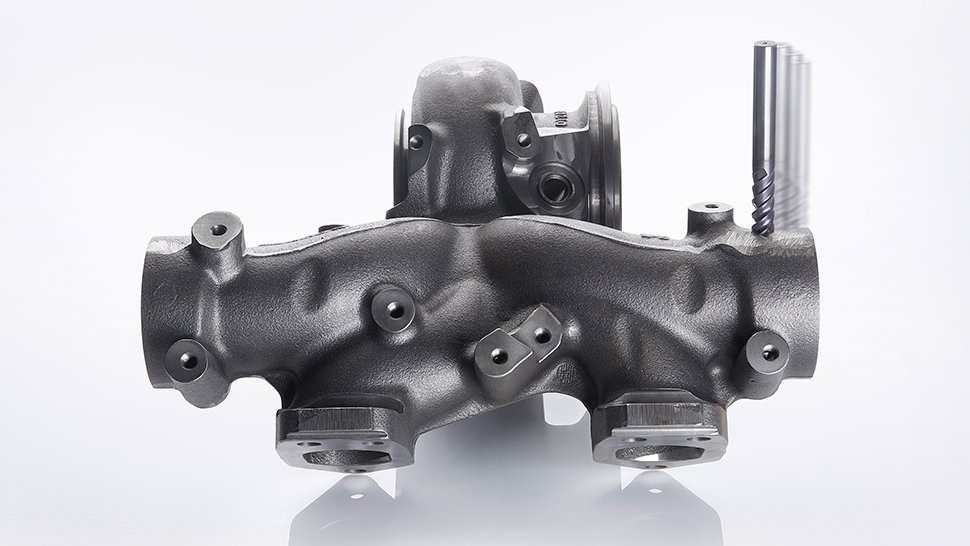
Hochwarmfeste Werkstoffe für Abgaskrümmer sind höchst anspruchsvoll zu zerspanen. Fotos: Oerlikon Balzers

Das P3e-Schichtprodukt X3turn kombiniert extrem hartes α-Aluminiumoxid mit Titanaluminiumnitrid und erreicht Schichtdicken bis 16 Mikrometern

Bei Zerspanungstests in der Autoindustrie zeigten Werkzeuge mit X3turn-Beschichtung beeindruckende Resultate.
Kaum Verschleiß nach 120 Takten im Zerspanungstest
Im Fokus standen zum Beispiel Wendeschneidplatten zum Spindeln der Innenkonturen von Turboladergehäusen (Material 1.4849). Diese Werkzeuge werden in der Regel mit der Technologie Chemical Vapour Deposition (CVD) beschichtet. Tests mit marktüblichen Produkten ergaben ungenügende Standzeiten: Spuren von typischem Kerbverschleiß traten bereits nach 10 bis 30 Takten beziehungsweise 55 bis 165 Sekunden Bearbeitungszeit auf. Solcher Verschleiß wirkt sich letztlich auf die Gratbildung und Maßhaltigkeit eines Bauteils aus, das dann gegebenenfalls teuer nachbehandelt werden muss. Versuche mit der Technologie Physical Vapour Deposition (PVD), die wesentlich dünnere Schichten als CVD abscheidet, brachten Fortschritte. Erste Unregelmäßigkeiten zeigten sich jedoch schon nach 60 bis 90 Takten beziehungsweise nach 330 bis 495 Sekunden.
Thermische Analysen ergaben: Wird PVD mit erhöhter Schichtdicke eingesetzt, senkt sie den verschleißfördernden Temperatureinfluss im Grundhartmetall – in der Schnittzone werden rasch mehr als 1000 Grad Celsius erreicht – deutlich und isoliert diesen wesentlich besser. So beschichtete Oerlikon Balzers Wendeschneidplatten mit der Technologie P3e (Pulse Enhanced Electron Emission). Mit diesem Verfahren lassen sich erstmals extrem harte α-Aluminiumoxidschichten in Dicken bis 16 Mikrometern bei relativ geringen Temperaturen auf PVD-Basis abscheiden und mit vielen anderen Schichtmaterialien und Substraten kombinieren. Das P3e-Schichtprodukt X3turn, eine Kombination mit Titanaluminiumnitrid (TiAlN), zeigte im Test beeindruckende Resultate: Nach 120 Takten und 660 Sekunden Eingriffszeit ergab sich nur leichter Verschleiß. „Die Schicht schützt bei dieser anspruchsvollen Zerspanung hervorragend vor Oxidation und Verschleiß bei hohen Temperaturen – in unseren Tests prozesssicher bis 210 Takte und 1155 Sekunden. Das heißt für die Bauteile: Qualität, Konturgenauigkeit und Maßhaltigkeit bleiben erhalten bis Standzeitende. Bei anwendungsgerechter Anpassung, etwa der Geometrie der Wendeschneidplatte, lassen sich zweifellos noch bessere Standzeiten erzielen“, heißt es bei Oerlikon Balzers.
Foto: Oerlikon Balzers
Kontakt
Detlev Bross
Segmentmanager Cutting Tools Oerlikon Balzers
Oerlikon Balzers Coating Germany GmbH
Anke Faber Kommunikation Bingen Tel.: +49 6721 / 793 125 E-Mail senden
Thilo Horvatitsch
textkommunikation büro für presse- und öffentlichkeitsarbeit Essenheim Tel. +49 61 36 / 468 90 20 E-Mail senden www.horvatitsch.de
Anzeige
