

Wolfgang Klingauf
k+k-PR
Software
Werkzeugbau gibt Gas
Gemeinsam mit den Zerspanungsspezialisten des Audi-Werkzeugbaus gelang der Vero Software GmbH die Entwicklung einer WorkNC-Hochvorschubstrategie. Ihr Erfolg: Beim Vorschlichten verschiedener Presswerkzeuge hat Audi bis zu 30 Prozent der Bearbeitungszeit eingespart. Zudem haben sich die Werkzeugstandzeiten verdreifacht.
Der Werkzeugbau der Audi AG, der seit Jahresbeginn 2017 den offiziellen Namen „Kompetenzcenter Anlagen-/Umformtechnik“ (KCU) trägt, gehört zu den Kernkompetenzen von Audi. In seinen Zuständigkeitsbereich fallen sowohl Presswerkzeuge für Türen, Motorhauben, Seitenteile der Fahrzeuge als auch die Anlagen für den Karosseriebau. Vom internationalen Wettbewerb zu externen Dienstleistern angetrieben sind die Verantwortlichen permanent auf der Suche nach Innovationen, mit denen sich Abläufe und Ergebnisse verbessern lassen.
Einer, der sich täglich mit Innovationen beschäftigt, ist Markus Brunner, Mitglied im Team „Betriebsmanagement Maschinentechnik“ des KCU in Ingolstadt. Zu seinen Aufgaben gehört es, die zerspanende Fertigung im Werkzeugbau hinsichtlich CAD- und CAM-Technik zu optimieren. „Wir sind hier mit Einzelteilbearbeitung konfrontiert, woraus besondere Anforderungen erwachsen. Der häufige Produktwechsel erfordert vor allem eine große Flexibilität in der Zerspanung. Diesbezüglich kommt auch einer effizienten CAM-Programmierung große Bedeutung zu“, erklärt er.
Brunner beschäftigt sich vor allem damit, durch moderne, CAM-programmierte Zerspanungstechnologien die Bearbeitungsqualität zu steigern sowie Durchlaufzeiten und damit Bearbeitungskosten zu reduzieren. Sein Partner auf Seiten der Programmiersoftware ist die Vero Software GmbH mit ihrem CAM-System WorkNC, das im Audi Werkzeugbau schon seit vielen Jahren eingesetzt wird.
„Wir nutzen WorkNC durchgängig vom 3-Achs- und 3+2-Achs- bis zum 5-Achs-Simultan-Fräsen von Formenwerkzeugen sowie zunehmend auch in der 2,5D-Bearbeitung“, beschreibt Brunner den Einsatzbereich und weist auf entscheidende Vorteile dieser Software hin. „Die Programmierung und Handhabung von WorkNC ist extrem einfach, was in der Einzelteilfertigung besonders wichtig ist. Selbst komplizierte Bauteile können wir intuitiv und schnell programmieren. Des Weiteren bietet WorkNC viele Möglichkeiten, um Bearbeitungsumfänge bzw. deren Programmierung trotz Einzelteilfertigung zu standardisieren und zu automatisieren.“ Als vielfältig und effizient bezeichnet er darüber hinaus die von WorkNC bereitgestellten Bearbeitungsstrategien, die es ermöglichen, „jedes Bauteil wirtschaftlich zu programmieren und zu bearbeiten.“
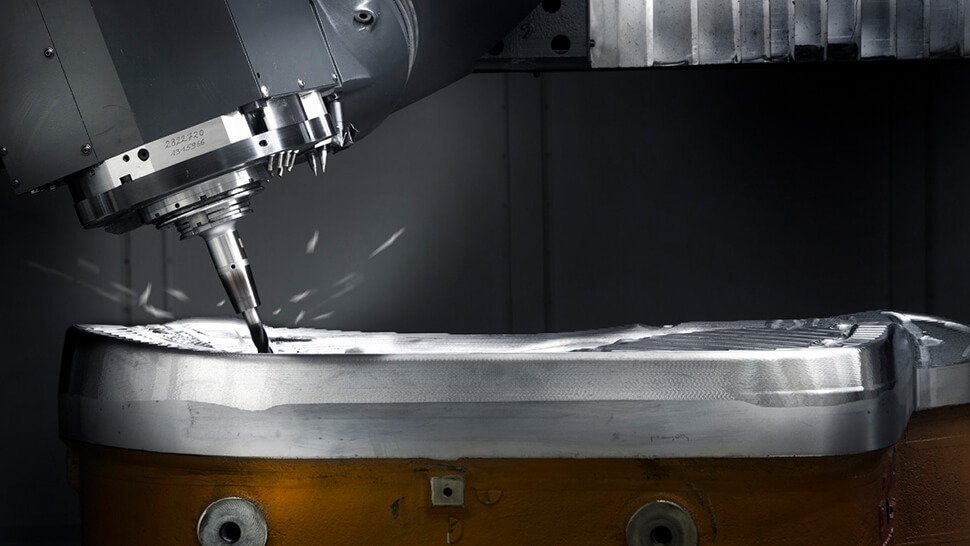
Effizienz beim Fräsen: Mit der neuen Hochvorschubstrategie von WorkNC spart der Audi Werkzeugbau beim Vorschlichten bis zu 30 Prozent Bearbeitungszeit. Dabei wird das Werkzeug geschont, weshalb sich dessen Standzeiten deutlich verlängern. Fotos: Audi AG

Flexibilität wird im Werkzeugbau groß geschrieben. Dazu tragen unter anderem leistungsstarke Werkzeugmaschinen bei, die sich schnell umrüsten lassen.

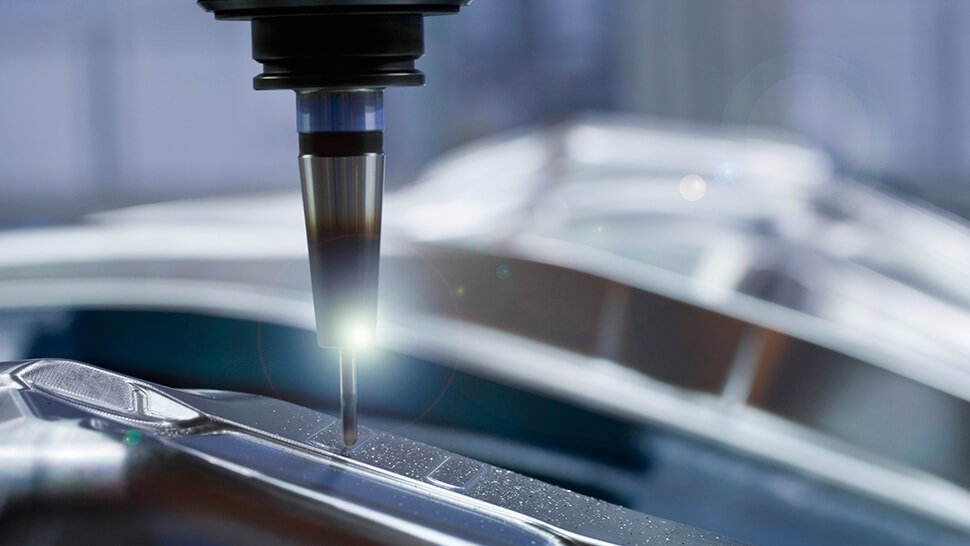
Ein Schlüssel zur effizienten Zerspanung ist die CAM-Programmierung, die im Audi Werkzeugbau mit WorkNC erfolgt. In neuen Releases, die zweimal jährlich auf den Markt kommen, werden stets technologische Fortschritte berücksichtigt, wie zum Beispiel das Hochvorschubfräsen.

Markus Brunner: „Die Partnerschaft mit unserem CAM-Ausrüster Vero und seinem WorkNC-Entwicklerteam war absolut zielführend. Mit der neuen Hochvorschubstrategie hat sich die Bearbeitungszeit fürs Vorschlichten von Presswerkzeugen enorm verkürzt.“
Die neue WorkNC-Hochvorschubstrategie berücksichtigt Fräswerkzeuge jeglicher Kontur. So entstehen keine undefinierten Aufmaße, welche die nachfolgende Schlichtbearbeitung beeinträchtigen könnten.
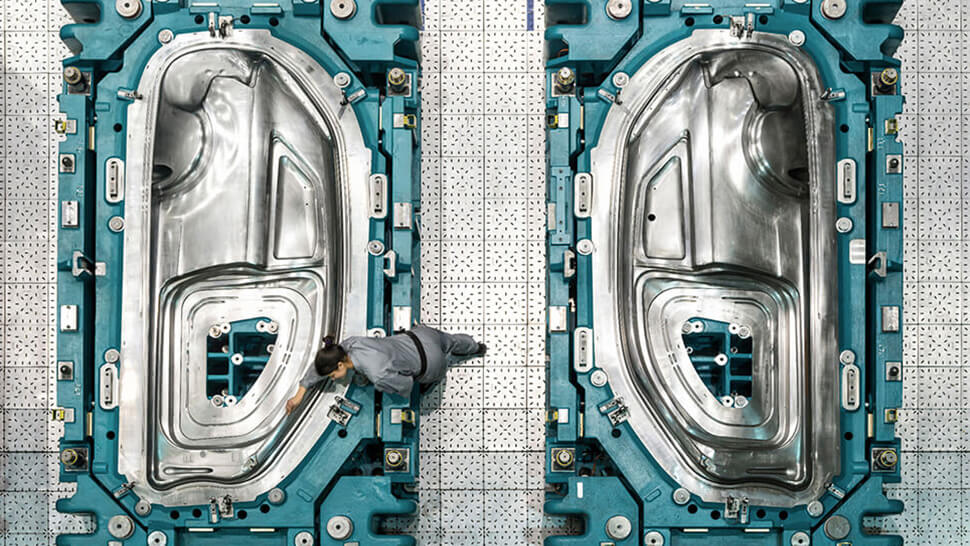
Im Audi „Kompetenzcenter Anlagen- / Umformtechnik“ entstehen sowohl die Presswerkzeuge für Türen, Motorhauben, Seitenteile der Fahrzeuge etc. als auch die Anlagen für den Karosseriebau.

Die im Presswerk gefertigten Blechteile werden schließlich zur kompletten Audi-Karosserie gefügt.
Fräsen mit hohem Vorschub
Um die Fräsbearbeitung künftig noch effizienter zu machen, entwickelt Vero die Software WorkNC permanent weiter. Das Release 2017 R1 enthält zum Beispiel eine neue Hochvorschubstrategie, die auf Anregung der Audi Werkzeugbauer und in enger partnerschaftlicher Zusammenarbeit mit ihnen entstanden ist.
Während es beim Hochgeschwindigkeitsfräsen (High Speed Cutting, HSC) in erster Linie um das Erzeugen qualitativ hochwertiger Oberflächen geht, steht das Hochvorschubfräsen (High Feed Cutting, HFC) für kurze Bearbeitungszeiten beim Schruppen und Vorschlichten. Verschiedene Anbieter haben dafür spezielle Werkzeuge mit Hochvorschubgeometrien entwickelt, deren Schneidkanten eine deutlich größere Kontaktlinie zum Werkstück aufweisen als herkömmlich eingesetzte Rundwendeplatten.
Dadurch geht die radiale Schnittkraftbelastung auf den Fräser und die Maschinenspindel so stark zurück, dass sich deutlich höhere Zahnvorschübe fahren lassen und das Zeitspanvolumen auf ein Mehrfaches ansteigt. Das wirkt sich insbesondere bei der zerspanungsintensiven Schrupp- beziehungsweise Vorschlichtbearbeitung positiv auf die Bearbeitungszeit und Fertigungskosten aus.
Neue Strategie für Fräswerkzeuge beliebiger Kontur
Bevor Vero die neue WorkNC-Lösung präsentierte, sahen sich die Anwender beim Einsatz solcher Fräswerkzeuge mit folgender Problematik konfrontiert: CAM-Systeme konnten bislang die neuen Hochvorschubgeometrien nur unzureichend abbilden, was in der praktischen Anwendung zu einem undefinierten Aufmaß auf der Bauteiloberfläche führte. Das wiederum beeinträchtigte die Prozesssicherheit im nachgelagerten Schlichtprozess.
Die neue Hochvorschubstrategie berücksichtigt nun die Abweichungen der Fräswerkzeuggeometrien mit nicht regulärer Schneide. WorkNC vermeidet dadurch, dass am Werkstück undefinierte Aufmaße entstehen. Brunner ist vom Ergebnis begeistert: „Durch diese neue Strategie ist es möglich, Fräswerkzeuge jeglicher Kontur einzusetzen, also auch welche, deren Schneide von einer Regelgeometrie wie Kugel oder Torus abweicht. Damit können wir sogar Fräswerkzeuge nutzen, die speziell auf einen definierten Anwendungsfall hin konzipiert wurden.“
Die Begeisterung kommt nicht von ungefähr. Schließlich waren Brunner und seine Kollegen Impulsgeber für die Neuentwicklung. Zudem stellten sie für Testzwecke Maschinenkapazität zur Verfügung. In Versuchen wurde zum Beispiel das negative Flächenoffset eines Presswerkzeugs für eine Autotür gefräst. Während die Vorschlichtbearbeitung des Türaußenteils bislang drei Stunden und 15 Minuten dauerte und die Schneidplatten dreimal gewechselt werden mussten, gelang die Bearbeitung mit der neuen Hochvorschubstrategie von WorkNC in nur einer Stunde und 42 Minuten – und ohne Plattenwechsel. Das eingesetzte Werkzeug war ein Hochvorschubfräser 1DP1E von Ingersoll Cutting Tools.
Größeres Zeitspanvolumen erreicht
„Durch den Einsatz der Hochvorschubstrategie von WorkNC und entsprechenden Werkzeugen können wir beim Vorschlichten bis zu 30 Prozent der Bearbeitungszeit einsparen“, berichtet Brunner aus seiner Erfahrung. Zur längeren Werkzeugstandzeit tragen die im Vergleich zu Rundplattenfräsern geringeren Abdrängungskräfte bei. Da die hauptsächlichen Bearbeitungskräfte in Z-, also in Spindelrichtung, entstehen, kommt es zu weniger Schwingungen und das Werkzeug läuft in der Regel ruhiger, was sich positiv auf die Schneiden auswirkt.
Als Besonderheit hebt Brunner hervor: „Die neue WorkNC-Strategie kann auch bei negativem Flächenoffset eingesetzt werden, was nach meinem derzeitigen Wissenstand kein anderer CAM-Anbieter ermöglicht. Wir werden sie jedenfalls in Zukunft bei allen Bauteilen im Bearbeitungsschritt Vorschlichten einsetzen.“
Stimmiges Gesamtpaket
Für Brunner und seine Kollegen ist die neue Hochvorschubstrategie ein Beispiel für die gute partnerschaftliche Zusammenarbeit zu Vero und den WorkNC-Entwicklern. Die Zufriedenheit erstreckt sich jedoch auf viele weitere Punkte, wie der CAM-Experte ausführt: „Enorm wichtig sind für uns die Möglichkeiten von WorkNC zum nachträglichen Modifizieren von programmierten Fräsbahnen wie das bereichsweise Offsetieren und Schneiden von Bahnen.“ Er erwähnt außerdem die kurzen Berechnungszeiten durch 64-Bit- und Multiprozessor-Technologie, die gerade beim Programmieren großer Bauteile von großer Bedeutung sind.
Sehr geschätzt wird auch die Flexibilität des Gesamtsystems. Die Postprozessoren von WorkNC sind zum Beispiel nicht verschlüsselt und können durch den Anwender angepasst werden. „Dadurch ist es uns in den letzten Jahren gelungen, den Automatisierungsgrad in unserer Einzelteilfertigung deutlich zu steigern“, erwähnt Brunner. Somit lässt sich auch die CAM-Ausgabe zügig an die immer komplexer werdende Maschinentechnik anpassen, so dass das Potential der Werkzeugmaschinen vollständig ausgeschöpft werden kann.
Kontakt | Autor
Wolfgang Klingauf
Agentur für Presse und Öffentlichkeitsarbeit k+k-PR GmbH Augsburg Tel. +49 8 21 52 46 93 E-Mail senden www.kk-pr.de
Kontakt | Hersteller
Vero Software GmbH
Neu-Isenburg Tel. +49 6102 7144 0 E-Mail senden
Kontakt | Anwender
AUDI AG
Markus Brunner Ingolstadt Tel. +49 841 89-712401 E-Mail senden