


Christopher Saal
Siemens
Titelthema
Ein Standard automatisiert den Datenaustausch
Durch die Chance der Digitalisierung und der zunehmend datengetriebenen Produktion ist es bedeutsam, durchgängige und hochintegrierte Softwarelösungen zur Verwaltung und Organisation von Fertigungshilfsmitteln zu entwickeln und einzusetzen. Mit dem DIN4000-Importer der Siemens AG wird ein weiterer Baustein für einen automatisierten Werkzeugdaten-Import mit dem Ziel eines standardisierten und transparenten Datenmanagements geschaffen. Durch die herstellerseitig direkte Bereitstellung der Werkzeugdaten für den Kunden und seine CAM- oder CAQ-Anwendungen werden Fehlerquellen reduziert und die Prozessabläufe erheblich beschleunigt.
Im Werkzeugdatenaustausch zwischen Hersteller und Kunde existieren viele Barrieren und Herausforderungen. 2D-Sachmerkmallisten zur Beschreibung der Werkzeuge werden beispielsweise häufig als Excel-Files ausgetauscht und können somit nicht direkt vom Kunden weiterverwendet werden. Die für CNC-Simulationszwecke erforderlichen 3D-CAD-Werkzeugdaten und modelle der Realwerkzeuge werden teilweise oder komplett vom Anwender nachkonstruiert oder aus Online-Katalogen heruntergeladen und manuell in die etablierten Werkzeugverwaltungssysteme importiert. Der nach DIN26100 und DIN4000-102 entwickelte Standard für den Datenaustausch bleibt bis heute meist ungenutzt.
Aufgrund der lückenhaften Werkzeugdatenpflege bei den Anwendern fehlen viele beschreibende Merkmale sowie verwaltungsrelevante Dokumente, die für ein durchgängiges Datenmanagement zur optimierten Prozesssteuerung erforderlich sind. Diese werden meist separat und mit hohem Aufwand nachträglich erzeugt, indem sie manuell abgetippt oder bei Firmen bestellt werden, die auf Datenaufbereitung spezialisiert sind.
Dabei werden die Werkzeugdaten für die Weiterverwendung in CAM-Systemen häufig manuell mit Koordinatensystemen, CUT-Bereichen oder Farben angereichert, um für Simulationszwecke im digitalen Arbeitsumfeld einsetzbar zu sein. Dieses Vorgehen ist auf Dauer nicht nur zeitintensiv und unwirtschaftlich, sondern auch fehleranfällig.
Der von Siemens mit den Fachbereichen Corporate Technology (CT) sowie Digital Industry (DI) entwickelte DIN4000-Importer schließt diese Lücke und ermöglicht einen automatisierten Datenaustausch – speziell für den Import von Werkzeugdaten in die Teamcenter Manufacturing Resource Library (TC-MRL). Voraussetzung sind die entsprechenden Teamcenter Funktionen sowie die herstellerseitige Auslieferung eines Datenpakets nach DIN26100 an den Kunden.
3D-CAD-Werkzeugmodelle bilden die Grundlage für den Datenaustausch.
Bilder: Siemens
Vollständiges Klassifizierungssystem
Die Manufacturing Resource Library (MRL) ist eine Teamcenter-Anwendung, die Klassifizierungs- und Datenverwaltungsfunktionen für fertigungsrelevante Ressourcen bereitstellt. Mit der erweiterten MRL-Bibliothek, in der Komponenten- und Baugruppendaten von zum Beispiel Werkzeugen verwaltet werden, ist es möglich, zielorientierte Such- und Abruffunktionen über ein vollständiges Klassifizierungssystem zu nutzen. Beispielsweise kann direkt aus NX-CAM heraus auf die Teamcenter MRL zugegriffen werden, um Komplettwerkzeuge in den CAM-Prozess einzubinden. Diese Funktionen sind mithilfe von MRL-Connect auch ohne vollumfängliche Teamcenter-Integration ausführbar, um beispielsweise auch mittelständischen Unternehmen die Nutzung der MRL zu ermöglichen.
Auf Basis der Normreihe DIN4000 wird der Anwender bei der Klassifizierung von Fertigungshilfsmitteln wie Schneidwerkzeugen durch die Teamcenter-Klassifizierungstechnologie unterstützt. Teamcenter ordnet die Daten in einer Hierarchie mit Klassen und Unterklassen an.
Für den automatisierten und fehlerfreien Werkzeugdatenaustausch ist die MRL so aufgebaut, dass die Daten aus Katalogen von Werkzeuglieferanten direkt importiert werden. Ein interner MRL-Prozess ordnet die Werkzeugklassen und Werkzeugattribute des Herstellers automatisiert den entsprechenden Feldern der MRL-Klassen zu. Dabei können derzeit die Herstellerdaten nach den Standards der Normreihe DIN4000 oder ISO13399 verarbeitet werden.
Standardisiertes Datenpaket
Erfolgt die Bestellung einer physikalischen Werkzeugkomponente oder Komponentenbaugruppe (Definition siehe DIN4000-180), so liefert der Hersteller das physikalische Objekt und ein dazugehöriges Datenpaket nach DIN26100.
Dieses Datenpaket wird vom Werkzeughersteller bereitgestellt und mit den Auftragsdaten ausgeliefert. Die ZIP-Datei besteht aus Unterverzeichnissen, die Bauteil- sowie Produktinformationen enthalten. Die Zusammengehörigkeit der einzelnen Dateien wird mithilfe eines Container-Files (digitaler Lieferschein) beschrieben.Das Datenpaket enthält in einem Unterverzeichnis eine Datei, die nach der, in DIN4000-102 beschriebenen XML-Struktur aufgebaut ist und speziell für den automatisierten Werkzeugdatenaustausch vorgesehen ist. Mit den Standards nach DIN26100 ist es möglich, Beschreibungen für eine Vielzahl an Komponenten und Komponentenbaugruppen direkt mit dem Kunden auszutauschen und diese in die TC-MRL-Umgebung zu importieren. Zudem ist gewährleistet, weitere definierte Herstellerinformationen austauschen zu können.
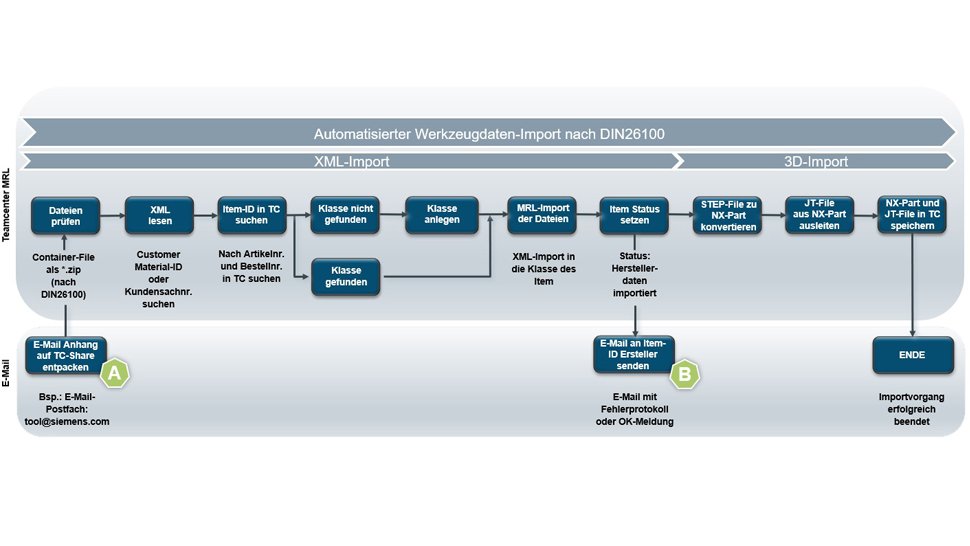
Schematischer Ablauf für den automatisierten Werkzeugdaten-Import nach DIN26100, Darstellung der finalen Entwicklungsphase. Die Werkzeugdaten sind in einer ZIP-Datei verpackt und werden nach Eingang im Teamcenter-Importordner gespeichert. Bild: Siemens
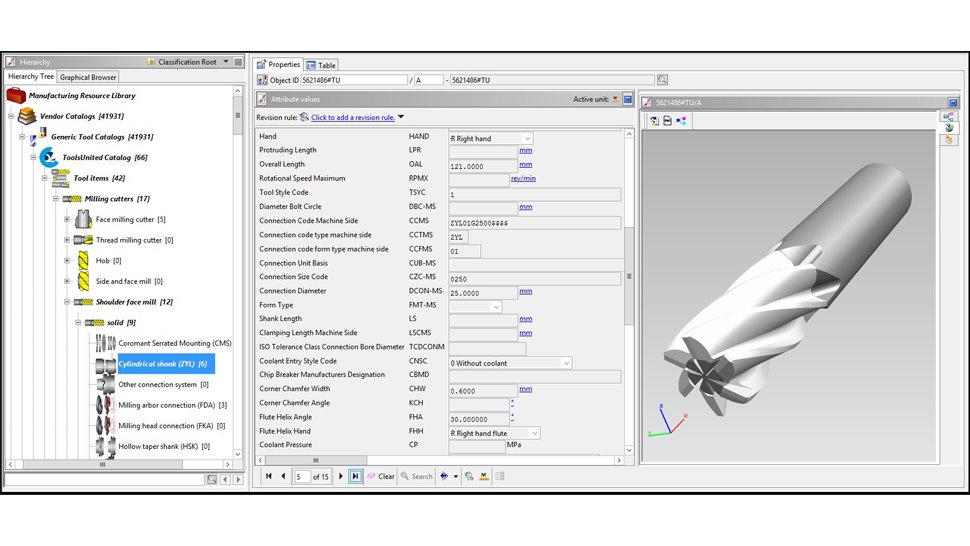
Klassifizierung und Beschreibung eines Fräswerkzeuges mit Sachmerkmalen nach ISO13399.
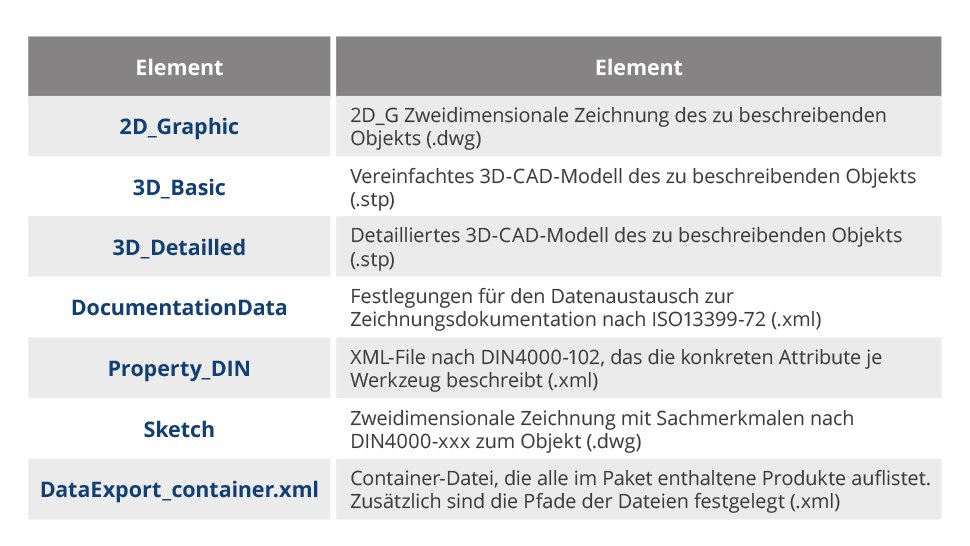
Elemente, die in einem Datenpaket nach DIN26100 enthalten sind.
Funktionsbeschreibung des Importers
Nach Eingang einer Bestellung für eine Werkzeugkomponente liefert der Hersteller das physikalische Objekt und die objektbeschreibenden Daten (zum Beispiel per E-Mail) an den Kunden aus. Die Werkzeugdaten sind in einer ZIP-Datei nach DIN26100 verpackt und werden nach Eingang in einem E-Mail-Postfach beim Kunden im Teamcenter-Importordner gespeichert. Der Dateiname der ZIP-Datei enthält die Nummer der Datenaustausch-Norm (DIN26100), die Firmenkennung (nach DIN 4000-1) des Lieferanten, das Datum sowie die Uhrzeit des Erstellzeitpunktes der ZIP-Datei (zum Beispiel DIN26100_CE_20200821_091933.zip).
Mit Ablage der ZIP-Datei im Postfach wird der Importvorgang ausgelöst, die Containerdatei gelesen und auf mögliche Fehler überprüft. Ist die Containerdatei vollständig und fehlerfrei, so wird der Werkzeugdatenimport gestartet. Mit dem Start des Importprozesses wird für die neue Werkzeugkomponente die richtige MRL-Klasse gesucht, dort eine neue Teamcenter-ID angelegt und die Übertragung der SML-Daten aus dem XML-File nach DIN4000-102 begonnen. Bei bereits bestehenden oder angelegten Werkzeugen, deren Sachmerkmalwerte bereits festgelegt sind, wird geprüft, ob diese überschrieben werden können. Anschließend werden auch die 2D- oder 3D-Dateien nach TC-MRL übertragen. Der Importvorgang wird automatisch abgebrochen, sobald Sachmerkmale oder 3D-CAD-Daten nicht den innerhalb der DIN4000 und der DIN4003 festgelegten Standards entsprechen. In diesem Fall wird eine Fehlermeldung per E-Mail mit Informationen zum fehlerhaften Datensatz an den Werkzeughersteller versandt. Die 3D-CAD-Modelle werden auf folgende Mindestanforderungen nach DIN4003 geprüft:
• MCS-, CSW-, CIP-Koordinatensysteme
• Schneidkantenlinien
• Farbcode für CUT, NOCUT und CUT-IGNORE.
Bei einem Massenimport von DIN-Werkzeugdaten (n>1 Werkzeugkomponenten), werden Item-ID und Item-Type automatisiert in Teamcenter vergeben. Enthält das Paket lediglich eine Werkzeugkomponente, so hat der Anwender die Möglichkeit, die Item-ID sowie den Item-Type für die Zielklasse manuell zu wählen beziehungsweise zu vergeben. Nach erfolgreicher Klassenzuordnung in der MRL und Überprüfung der Verfügbarkeit der Klasse innerhalb der MRL kommt es zur Klassifizierung und zur Anlage der produktspezifischen Attribute auf Basis der ausgelieferten XML-Datei nach DIN4000-102. Treten hierbei Probleme auf, so gibt es erneut eine Fehlermeldung an den Benutzer.
Innerhalb des 3D-Imports wird auch das 3D-STEP-File im DIN26100 Datenpaket geprüft. Ist dieses fehlerfrei ausgeliefert, so wird beispielsweise das 3D-STEP-File in ein NX-File konvertiert und anschließend als Dataset im Teamcenter unter der Item-Revision gespeichert. Zusätzlich wird aus dem NX-File ein JT-File abgeleitet. Für das Importieren der 3D-STEP-Dateien und die Konvertierung zum NX-File wird der Teamcenter Graphics Builder benötigt. Nach Abschluss des 3D-Imports ist der automatisierte Werkzeugdatenimport beendet und die Komponente oder Baugruppe kann für die Folgeprozesse (CAM, CAQ, Werkzeugbereitstellung) genutzt werden.
Die Entwicklung des DIN4000-Importers ist in mehrere Phasen aufgeteilt, wobei die Funktionsumfänge erst mit der finalen Phase vollumfänglich ausgeliefert werden. Die jüngste Version erscheint mit dem TC 13.2-Release im Juni. Im Rahmen dieser Entwicklungsphase ist zunächst der manuell angestoßene teilautomatische Werkzeugdatenimport möglich. Der automatisierte Import sowie die Fehlerprotokollierung via E-Mail sind zunächst nicht Bestandteil der Version für TC 13.2 und somit für eine spätere Phase des DIN4000-Importers geplant.
Durchgängige Normungsarbeit
Neben den Werkzeugkomponenten oder Komponentenbaugruppen ist zukünftig auch ein automatisierter Daten-Import für die Verwaltung von Werkzeugmaschinen (DIN4000/4003-210), Spannvorrichtungen (DIN4000/4003-190), und Messmitteln (zum Beispiel DIN4000/4003-178) geplant. Die Normierung und Standardisierung auf diesen drei Gebieten ist bereits weit fortgeschritten.
Auch die Normierung von Klein- und Ersatzteilen sowie industriell einsetzbarer Roboter ist in Planung. Parallel wird basierend auf dem Standard DIN26100 an einem Standard ISO13399-90 gearbeitet, um den Datenaustausch auch auf internationaler Ebene zu ermöglichen. Somit besteht für die Zukunft genügend Potenzial, um den Datenaustausch sowie die Kommunikation zwischen Anwender und Hersteller Schritt für Schritt zu erleichtern und einen großen Schritt in Richtung digitale Fabrik zu ermöglichen.
Kontakt
Christopher Saal
Doktorand
Siemens AG
München
Tel. +49 162 7250503
E-Mail senden