


Udo Nowak
Heidenhain
Aktuelles
Die neue Steuerung
für Fräs- und Drehbearbeitungen
Das Fräsen mit simultaner Bewegung von fünf Vorschubachsen ermöglicht die Fertigung komplexer Freiformflächen mit hoher Oberflächengüte. Damit können häufig die Anzahl der Aufspannungen bis zur Fertigstellung eines Werkstückes sowie die Summe der benötigten Werkzeuge reduziert werden. Darüber hinaus lassen sich Hinterschnitte in der Werkstückgeometrie bearbeiten.
Die 5-Achs-Bearbeitung stellt besonders hohe Anforderungen an die Steuerung. Mit den komplexeren Kinematiken der 5-Achs-Maschinen steigen die Einflüsse auf das Bearbeitungsergebnis. Eine Steuerungstechnik hat also hohe Anforderungen zu erfüllen:
- Die Steuerung muss Anforderungen an die Konturgenauigkeit und Oberflächengüte auf die Bewegungsprofile der fünf Vorschubachsen übertragen.
- Die Regelung des Vorschubantriebs muss die Wirkung störender Einflüsse auf die Relativbewegung zwischen Werkzeug und Werkstück unterdrücken. Das Fertigen von qualitativ hochwertigen Bauteilen auf fünfachsigen Maschinen in möglichst kurzen Bearbeitungszeiten muss kein Widerspruch sein.
Mit der TNC 640 stellt die DR. JOHANNES HEIDENHAIN GmbH, Traunreut, zur EMO eine neue Steuerung vor. Erstmals ist die Fräsmaschinen- Steuerung optional mit Dreh- Funktionen ausgestattet und ermöglicht Anwendungen mit Komplettbearbeitung.
Heidenhain-TNC-Steuerungen werden seit mehr als 35 Jahren an Fräsmaschinen, Bearbeitungszentren und Bohrmaschinen in der ganzen Welt eingesetzt. Anwender schätzen ihren Bedienkomfort und ihre hohe Zuverlässigkeit. Vor zehn Jahren wurde – ebenfalls zur EMO – die iTNC 530 als High-End-Steuerung für Fräsanwendungen vorgestellt, vor drei Jahren die TNC 620 als Fräsmaschinen-Steuerung für das Einstiegssegment. Mit kompakten Abmessungen und bis zu sechs Regelkreisen ist die TNC 620 eine Lösung für einfache Maschinen.
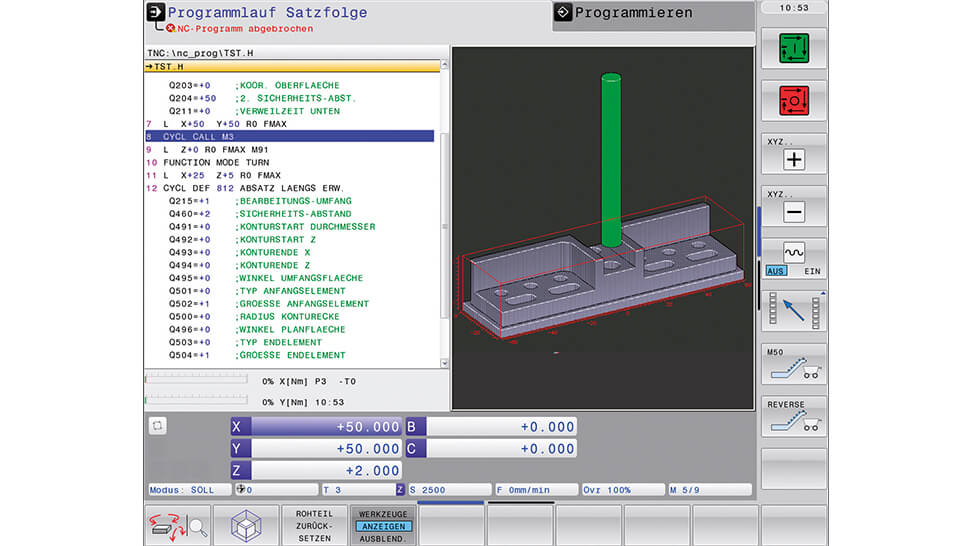
Komplettbearbeitung auf der Fräsmaschine
Die TNC 640 eignet sich für HSC- (High-Speed-Cutting) und 5-Achs Bearbeitungen mit Maschinen bis zu 18 Achsen und ermöglicht Drehbearbeitungen auf der Fräsmaschine. Der Anwender muss dabei nicht umlernen. Die Drehbearbeitungen werden genauso wie Fräsbearbeitungen im Klartext- Dialog programmiert.
Für häufig wiederkehrende Bearbeitungen steht eine Vielzahl von Dreh- Zyklen beispielsweise zum Längsdrehen, Plandrehen, Einstechen, Konturstechen und zum Gewindedrehen zur Verfügung.
Neues Bedienfeld-Design
Die neue Steuerung zeigt sich auch optisch ansprechend. Das neue und ergonomische Design des 19“-Bildschirms und des Bedienfelds gibt der TNC 640 ein elegantes Aussehen. Die Edelstahlfront wurde zusätzlich mit einer Beschichtung versehen, um dem rauen Werkstattbetrieb standzuhalten.
Alle Tasten des integrierten Maschinenbedienfeldes sind mit Leuchtdioden bestückt, die vom Maschinenhersteller gesteuert werden können, der Anwender kann dadurch beispielsweise schneller erkennen, welche Funktionen im aktuellen Betriebszustand erlaubt sind. Darüber hinaus wird die Steuerung mit drei handlicheren Potentiometern für Spindeldrehzahl, Eilgang und Vorschub geliefert.
Optimierte Benutzeroberfläche
Die optimierte Benutzeroberfläche ermöglicht dem Anwender einen besseren Überblick über Funktionen und Status-Anzeigen. Das Syntax-Highlighting verdeutlicht im NC-Programm durch unterschiedliche Farbkennzeichnungen, was Werteingaben, Kommentare und Syntaxelemente sind. Damit wird die Übersichtlichkeit und Transparenz beim Programmieren wie auch beim Abarbeiten erheblich gesteigert.
Mit smartSelect können dialogunterstützt schnell und einfach Funktionen ausgewählt werden, die bisher ausschließlich über Softkey-Strukturen erreichbar waren. Schon bei der Anwahl von smartSelect zeigt eine Baumstruktur alle Unterfunktionen an, die im aktuellen Betriebszustand der Steuerung definierbar sind.
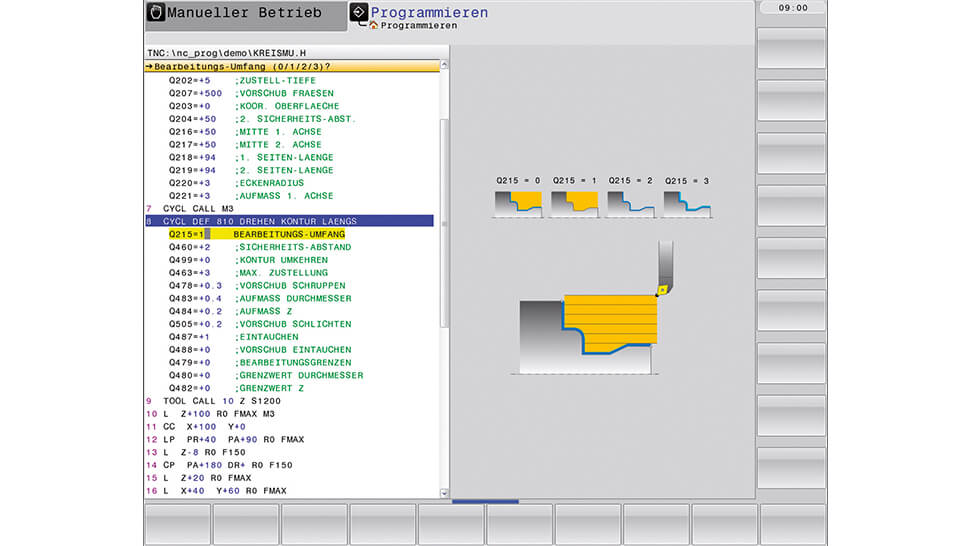
Umfangreiche Bearbeitungszyklen
Heidenhain-Steuerungen zeichnen sich durch ihr umfangreiches und technologisch anspruchsvolles Zyklenpaket aus. Häufig wiederkehrende Bearbeitungen, die mehrere Bearbeitungsschritte umfassen, sind auch in der neuen Steuerung als Zyklen gespeichert. Die Programmierung erfolgt dialoggeführt und unterstützt den Maschinenbediener durch aussagekräftige Hilfsbilder, welche die erforderlichen Eingabe-Parameter anschaulich darstellen.
Das Zyklenpaket verfügt – neben den bekannten Fräs- und Bohrzyklen – auch über eine Vielzahl von intelligenten Drehzyklen, mit denen sich komplexe Drehbearbeitungen an der Maschine programmieren lassen. Die in der Drehwerkzeugtabelle definierte Werkzeuggeometrie wird von den Drehzyklen berücksichtigt und eine Konturverletzung somit vermieden. Beim Programmieren kommen dieselben Techniken zum Einsatz wie beim Fräsen. So werden beispielsweise Drehkonturen ebenso in Konturunterprogrammen wie Fräskonturen definiert. TNC-Programmierer können auf vorhandenem Wissen aufbauen.
Fräsen und Drehen aus einem Guss
Eine wichtige Eigenschaft ist die Möglichkeit, mit standardisierten Klartextbefehlen beliebig zwischen Drehbetrieb und Fräsbetrieb zu wechseln. Die Umschaltung ist unabhängig davon, auf welcher Maschine mit welcher Achskonfiguration der Nutzer arbeitet. Die TNC übernimmt beim Umschalten alle intern erforderlichen Änderungen, wie das Umschalten der Positionsanzeige auf Durchmesseranzeige, das Setzen des Bezugspunktes in die Drehtischmitte und weitere maschinenabhängige Funktionen, wie das Klemmen der Werkzeugspindel.


Die vom Fräsen her bekannte Funktion M144 zum Schwenken der Bearbeitungsebene erlaubt auch beim Drehen eine angestellte Bearbeitung. Dies ist dann besonders vorteilhaft, wenn die Drehkonturen Hinterschnitte enthalten und passende Drehwerkzeuge nicht vorhanden sind. Die TNC 640 berücksichtigt beim angestellten Bearbeiten den veränderten Anstellwinkel des Werkzeugs. So kann sie den definierten Bereich bearbeiten und dennoch eine Konturverletzung sicher vermeiden, ohne Einschränkungen in Bezug auf die Maschinenkonfiguration.
Auch das Umschalten zwischen Innen- und Außendrehbearbeitungen ist einfach und ohne Änderung von Werkzeugdaten möglich. Über den Zyklus 800 kann man das Werkzeug „umkehren“, ohne in der Werkzeugtabelle Änderungen in Bezug auf die Orientierung durchführen zu müssen. Auch die Lage des Koordinatensystems lässt sich mit dem Zyklus 800 anpassen. Dazu berücksichtigt die Steuerung die aktuelle Anstellung durch Schwenkachsen und positioniert auch die Frässpindel mit dem Drehwerkzeug in die notwendige Position.
Leistungsfähige Bewegungsführung
Eine leistungsfähige Bewegungsführung ist Grundvoraussetzung für eine NC-Steuerung, die im Bereich der HSC- und 5-Achs-Bearbeitung zum Einsatz kommt. Die Bewegungsführung der TNC 640 wurde in Bezug auf die Bewegungsführung der iTNC 530 auf ein neues Konzept umgestellt, das leistungssteigernde Erweiterungen einfacher realisieren lässt.
Die TNC 640 berechnet die zu bearbeitende Kontur dynamisch voraus. Somit kann sie rechtzeitig die Achsgeschwindigkeit an die Konturübergänge anpassen. Sie regelt die Achsen mit speziellen, leistungsfähigen Algorithmen, die eine optimierte Bewegungsführung beim Fräsen und beim Drehen garantieren. Dadurch werden eine hohe Konturtreue, schnelle Bearbeitungszeiten und ausgezeichnete Werkstückoberflächen erreicht.
Hardware
Im durchgängig digitalen Steuerungskonzept von Heidenhain sind sämtliche Komponenten über rein digitale Schnittstellen miteinander verbunden - die Steuerungskomponenten über HSCI (Heidenhain Serial Controller Interface), dem neuen Echtzeitprotokoll für Fast-Ethernet, und die Messgeräte über EnDat 2.2, dem bidirektionalen Interface. Damit ist eine hohe Verfügbarkeit des Gesamtsystems erreichbar, es ist diagnosefähig und störunempfindlich – vom Hauptrechner bis zum Messgerät. Die hervorragenden Eigenschaften des durchgängig digitalen Konzepts ermöglichen höchste Genauigkeit und Oberflächengüte bei zugleich hohen Verfahrgeschwindigkeiten.
Die TNC 640 ist mit leistungsfähiger Rechner-Hardware ausgestattet. Die Satzverarbeitungszeit beträgt 0,5 Millisekunden und für NC-Programme steht eine Festplatte mit 138 Gigabyte Anwenderspeicher zur Verfügung. Ab Anfang 2012 werden erste Maschinenhersteller in enger Abstimmung mit Heidenhain mit der TNC 640 beliefert.
Kontakt
Udo Nowak
Leiter Produktmanagement Anwendungstechnik
Steuerungen für Werkzeugmaschinen
DR. JOHANNES HEIDENHAIN GmbH
Traunreut
Tel. +49 8669 31-0
E-Mail senden
Anzeige
