

Michael Schneider
Schunk Lasertechnik
Titelthema
Anspruchsvolle Werkstoffe
porenfrei schweißen
Die Technologie des Laserschweißens ist bei Zahnrädern, Spritzgussformen, medizinischen Instrumenten oder Turbinenteilen von großem Vorteil. Wo konventionelle Continous-wave-Laser (cw-Laser) und selbst viele Neodym-dotierte Yttrium-Aluminium-Granat-Laser (Nd:YAG-Laser) an Grenzen stoßen, helfen moderne Prozessstrategien, um anspruchsvolle Schweißmetallurgien, unterschiedliche Werkstoffe oder Mikrobauteile prozesssicher, reproduzierbar und effizient zu bearbeiten.
Laserstrahlschweißen wird insbesondere dann eingesetzt, wenn Bauteile mit hoher Schweißgeschwindigkeit, schmaler und schlanker Schweißnahtform und geringem thermischem Verzug gefügt werden sollen. Verglichen mit anderen Schweißverfahren, wird die Energie beim Laserschweißen konzentriert ins Material eingetragen.
Am Puls der Werkstoffe
Anhand ihrer Signalform lassen sich Laser in zwei Kategorien einteilen: Während die Strahlung konventioneller cw-Laser immer einen kontinuierlichen Strahl aufweist, geben gepulste Laser die Energie stoßweise ab. Dadurch stehen erheblich mehr Prozessparameter zur Beeinflussung der Erstarrungscharakteristik der Werkstoffe zur Verfügung als bei cw-Lasern.
Bei der Bearbeitung anspruchsvoller Werkstoffe und Werkstoffkombinationen haben sich inzwischen gepulste Laser durchgesetzt. So kann bei gepulsten Nd:YAG-Lasern das Verhältnis zwischen Puls und Pulspause und damit das Erstarrungsverhalten des Materials gezielt beeinflusst werden. Zudem lässt sich der Pulsverlauf mit Hilfe der thermischen Pulsformung an das temperaturabhängige Absorptionsverhalten des Werkstoffs anpassen. Auf diese Weise können das Schmelzbad stabilisiert und der Werkstoff definiert vorgewärmt und abgekühlt werden.
Parallel dazu lässt sich der Pulsverlauf modulieren, um die Durchmischung des Schmelzbades sowie das Kristallwachstum gezielt zu beeinflussen. Beide Varianten der Pulsformung beeinflussen maßgeblich das Schweißergebnis. Es lohnt sich daher insbesondere bei anspruchsvollen Materialien, die Wirkweise und die Einflussmöglichkeiten der Pulsformung zu kennen und optimal zu nutzen.
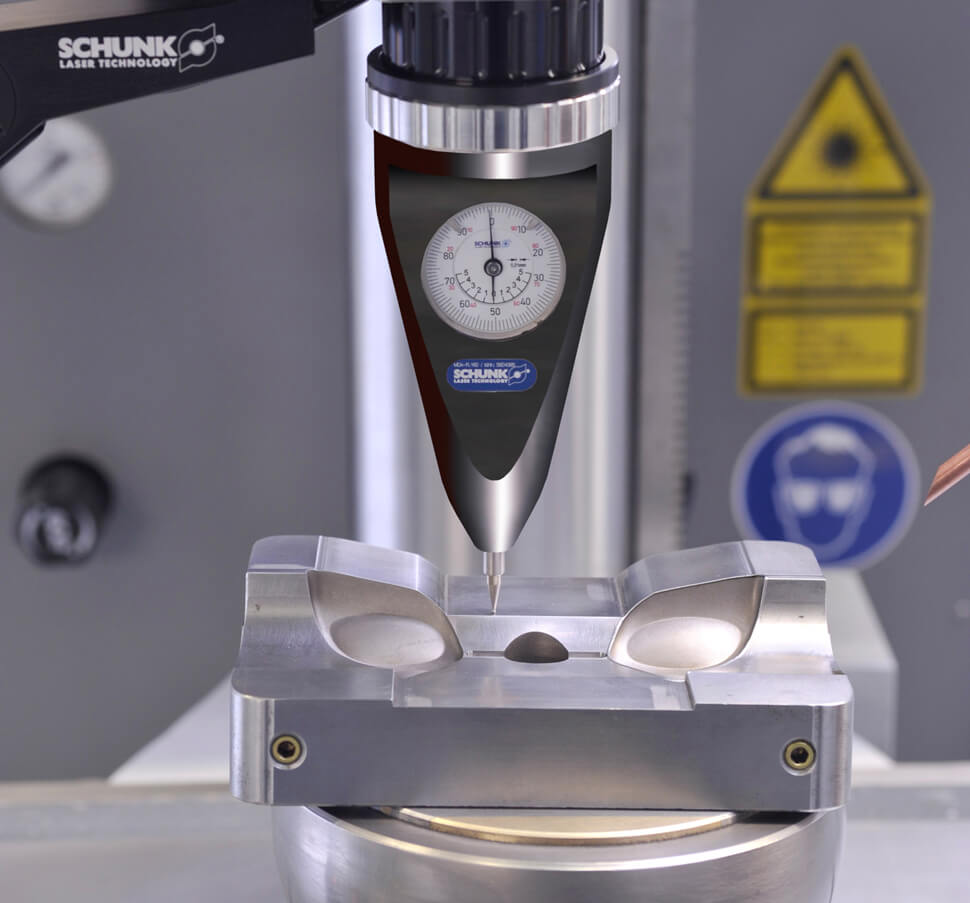
Foto: Schunk
Risse und Poren minimieren
Im Gegensatz zum Laserschweißen mit Rechteckpuls, bei dem immer die gesamte Pulsleistung aktiviert wird, lässt sich die Leistung mit Hilfe der thermischen Pulsformung über den Pulsverlauf hinweg gezielt dosieren. So können Leistungsüberschüsse und damit eine Überhitzung des Schmelzbades verhindert werden. Die Qualität der Nahtoberfläche verbessert sich. Zudem wird beispielsweise bei Kupferlegierungen verhindert, dass sich Spritzer bilden, was bei einem schlagartigen Phasenübergang der Fall wäre.
Vorpulsphasen haben sich unter anderem bei Kupfer- und Aluminiumlegierungen bewährt, um die Einkopplung des Laserstrahls ins Material und damit die Reproduzierbarkeit der Schweißung zu verbessern. Bei anderen Materialien hingegen lassen sich über die Vorpulsphase Oxidschichten beseitigen oder die Bildung von Poren verhindern.
Nachpulsphasen wiederum haben eine homogenisierende Wirkung. Sie können die Porenbildung verhindern, indem sie die Ausgasung des Materials verbessern. Zudem sind sie in der Lage, Heißrisse, beziehungsweise bei höher kohlenstoffhaltigen Werkstoffen Härterisse, zu verhindern.
Modulation erzeugt Homogenität
Mit Hilfe der Pulsmodulation lässt sich die Temperatur des Schmelzbades gezielt beeinflussen und stabilisieren. Dies wird genutzt, um bei der Erstarrung eine möglichst hohe Keimbildungsrate und damit ein möglichst feinkörniges, homogenes Gefüge zu erreichen.
Zudem kann mit Hilfe der Modulation der Laserleistung die Schmelzbad-Dynamik und damit die Erstarrungsmorphologie beeinflusst werden. So lässt sich beim Schweißen unterschiedlicher Werkstoffe, wie etwa Titan und Aluminium, die Bildung von Rissen vermeiden, indem die plastische Verformbarkeit (Duktilität) der Verbindung erhöht wird.
Eine besondere Bedeutung hat die kombinierte Pulsformung und -modulation beim Schweißen von Refraktärmetallen, wie etwa bei Legierungen aus Titan, Zirkonium, Tantal oder Molybdän. Wird bei ihnen das Schmelzbad mit Hilfe der Pulsmodulation gezielt unterkühlt, kann ein feinkörniges Gefüge und damit eine hervorragende Schweißnahtgüte erzielt werden.

Die Laserbearbeitungsmaschine PSM 400 von SCHUNK ist mit einem gepulsten Nd:YAG Laser ausgestattet. Fotos: Schunk

Bei filigranen Arbeiten und anspruchsvollen Werkstoffen sollten Dauer, Form und Modulation des Lasers gezielt an die jeweiligen Anforderungen angepasst werden.
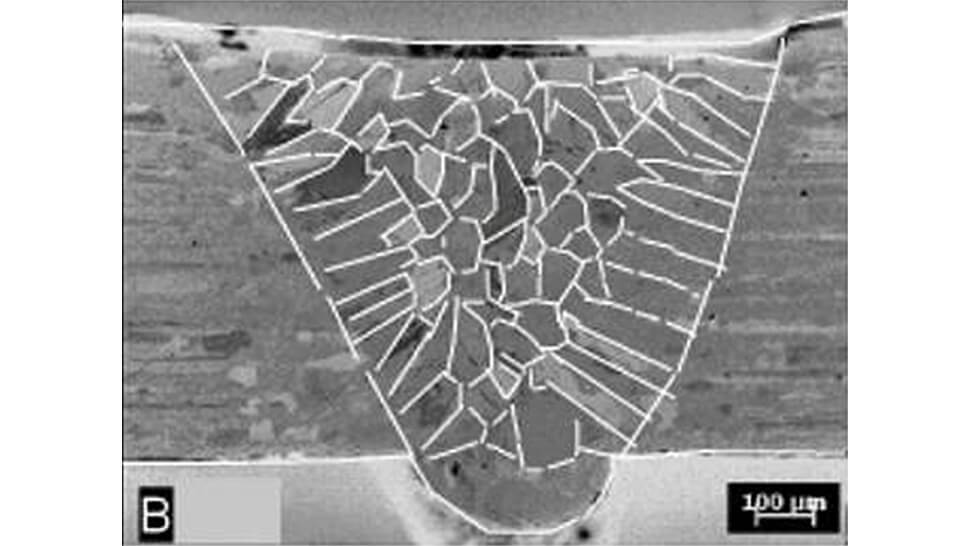

Die metallurgische Untersuchung belegt: Diese Turbinenschaufel aus einer Nickelbasislegierung wurde riss- und porenfrei geschweißt.
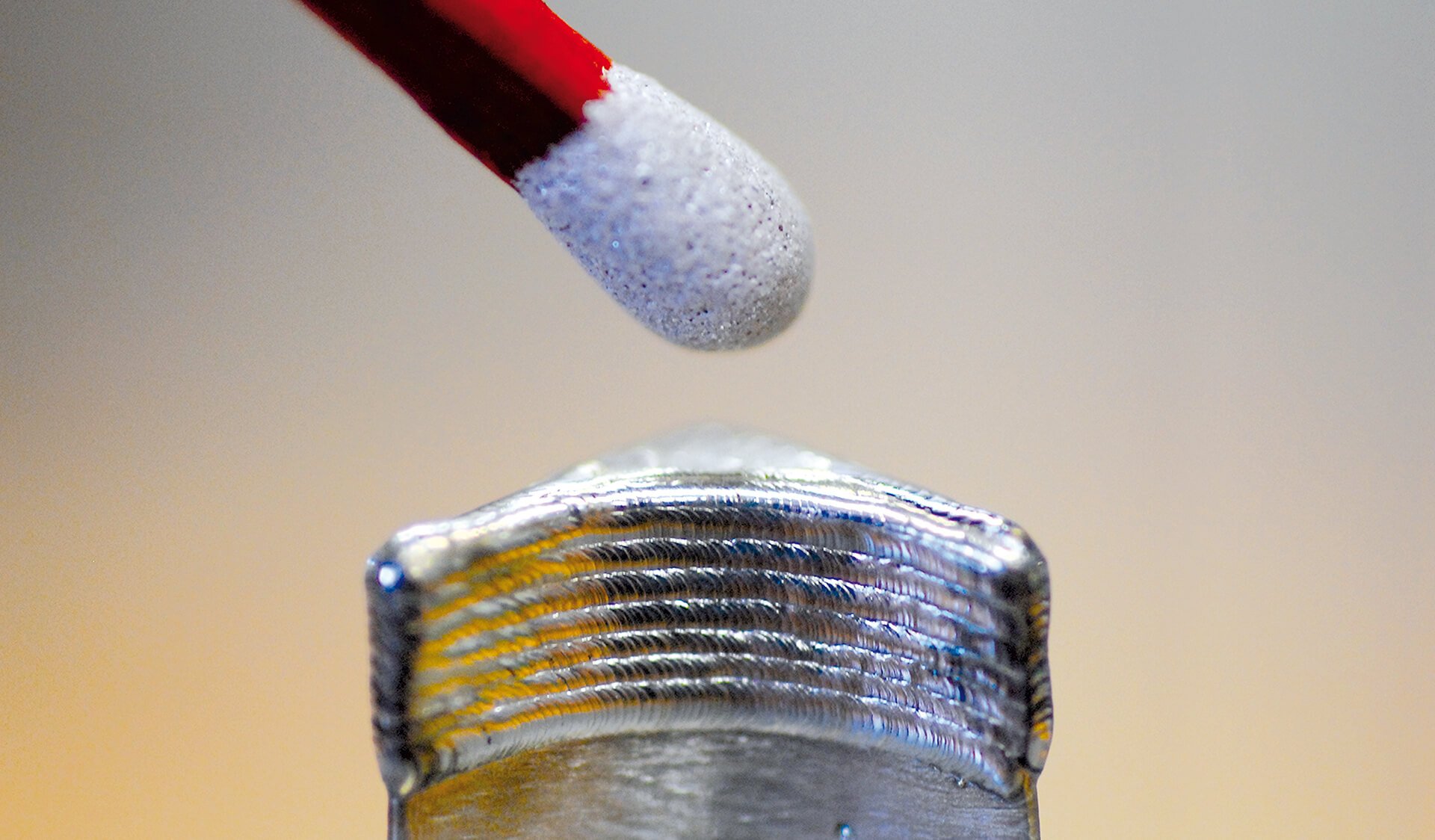
Bei der thermischen Pulsformung wird die Pulsleistung über den Verlauf hinweg individuell dosiert.
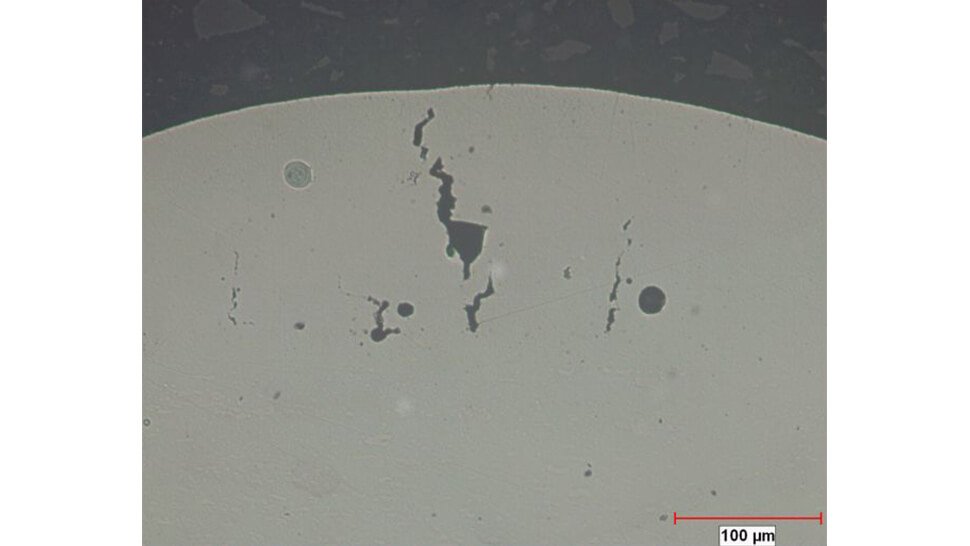
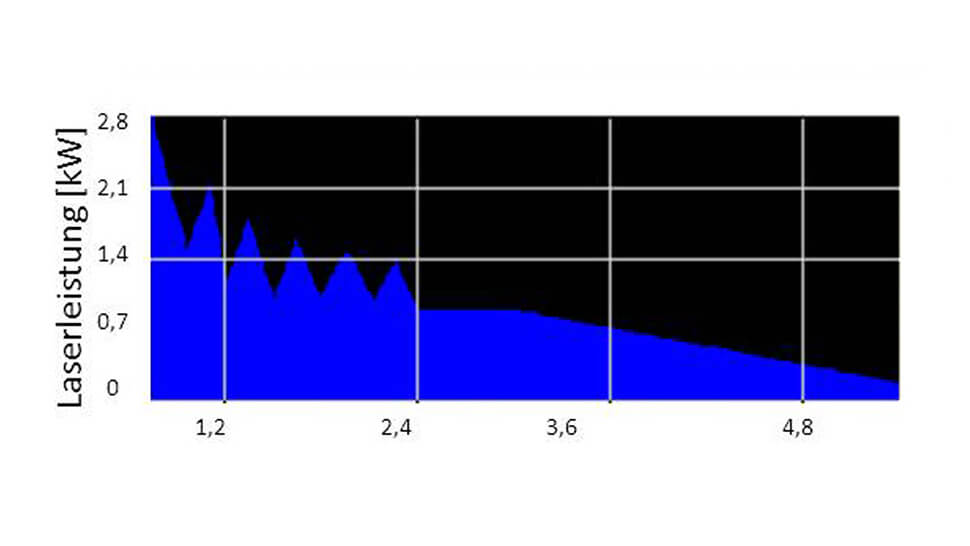
Werden die Pulsparameter nicht individuell auf das jeweilige Material abgestimmt, bilden sich leicht Risse und Poren.

Ob kleine oder große Teile – die PSM 400 von SCHUNK ist mit einem gepulste Nd:YAG Laser ausge-stattet und bietet optimale Voraussetzungen für perfekte Ergebnisse.
Grenzen überwinden
Wenn über die Anpassung der Pulscharakteristik und -parameter an den Werkstoff noch keine zufriedenstellenden Ergebnisse erzielt werden, lässt sich zusätzlich die Metallurgie mit Hilfe von Zusatzwerkstoffen beeinflussen. Dieses Verfahren spielt insbesondere bei hochchromhaltigen Chrom-Nickel-Stählen, bei mit Silizium und Magnesium legierten Aluminiumlegierungen sowie bei Molybdän eine Rolle.
So hat sich beim Laserschweißen hochchromhaltiger Chrom-Nickel-Stähle, die aufgrund ihrer hohen Korrosionsbeständigkeit oft in der Medizintechnik sowie in der Lebensmittelindustrie eingesetzt werden, ein Zusatzdraht aus einer Nickelbasislegierung bewährt. Der zähe Werkstoff kann durch plastische Dehnung einen großen Teil der beim Schweißen auftretenden Schrumpfspannung aufnehmen und damit verhindern, dass sich Heißrisse bilden.
Während sich Reinaluminium bereits mit Hilfe einer optimierten Pulsformung sehr gut schweißen lässt, neigen Aluminiumlegierungen mit Silizium, Magnesium, Lithium oder Kupfer verstärkt zur Heißrissbildung. Dies ist insbesondere bei Aluminiumlegierungen mit einer Magnesiumkonzentration bis 3,5 Prozent der Fall, die aufgrund ihrer guten mechanischen Eigenschaften und ihrer guten Zerspanbarkeit häufig in der Industrie eingesetzt werden. Sie lassen sich mit Zusatzdraht aus der niedrigschmelzenden Legierung AlSi12 auflegieren und rissfrei schweißen. Gleiches gilt für den heißrissanfälligen Werkstoff AlSi1, der in der Automobilindustrie und in der Luftfahrt eingesetzt wird und ohne Zusatzmaterial als nicht schweißbar gilt.
Von Mikro bis Makro
Moderne gepulste Nd:YAG-Laser bieten zahlreiche Möglichkeiten, dass sich auch anspruchsvolle Werkstoffe und Werkstoffkombinationen optimal fügen lassen. So kann mit der flexibel einsetzbaren Laserbearbeitungsmaschine PSM 400 von Schunk Lasertechnik der Schweißprozess wirksam beeinflusst und an die Erstarrungscharakteristik der Werkstoffe angepasst werden.
Während die meisten Nd:YAG-Laser am Markt nur Laserimpulse zwischen 20 und 60 Millisekunden ermöglichen, setzt die PSM 400 mit Laserimpulsen von 100 Millisekunden Maßstäbe. Insbesondere bei der Bearbeitung spröder Materialien, wie etwa bei Gussteilen, hochkohlenstoffhaltigen Stählen und Superlegierungen, profitieren Anwender von dem überlangen Laserimpuls, der die Schweißbarkeit erheblich verbessert und den Aufwand für Nacharbeiten minimiert.
Noch leistungsfähiger ist der PSM 400 Blade Welder, der speziell zum Schweißen hochwarmfester Nickel- beziehungsweise Kobalt-Basislegierungen konzipiert wurde, wie sie beispielsweise in modernen Gasturbinen verwendet werden. Seine Pulsdauer kann auf 200 Millisekunden ausgedehnt werden. Um bei stark reflektierenden Materialien, wie etwa Kupfer, zu vermeiden, dass ein reflektierter Laserstrahl die Faser beschädigt, werden beim Blade Welder besonders leistungsfähige Fasern eingesetzt, die Reflexionen absorbieren. Bei beiden Anlagen gewährleistet eine adaptive Closed-Loop-Regelung, dass der Laser stets präzise und leistungsstabil arbeitet. Über eine frei skalierbare Pulsformung und -modulation können die Laserparameter an die spezifischen Eigenschaften der Werkstoffe angepasst werden.
Kontakt
Michael Schneider
Geschäftsbereichsleitung Lasertechnik
SCHUNK Lasertechnik GmbH
Tel. +49-7133-103-2266
E-Mail senden
Nicole Pluskota
Leitung Marketing
Deutsche Gesellschaft für Qualität (DGQ)
Tel. +49-7133-103-2351
E-Mail senden