Björn Svatek
Emag
Automatisierung
Modulares Fertigungssystem für Kettenräder
Komplettlösungen sind heutzutage mehr denn je gefragt. Wurden vor einigen Jahren noch Fertigungsschritte in Teilprozesse zerlegt und Fertigungslinien mit verschiedenen Werkzeugmaschinenherstellern realisiert, werden akuell praktisch nur noch Komplettlösungen verlangt. Hier kann sich glücklich schätzen, wer über eine breite technologische Basis verfügt, um die geforderten Fertigungslösungen aus eigenen Kräften stemmen zu können. Einer dieser Hersteller, der sich auf die Abbildung der kompletten Prozesskette spezialisiert hat, ist das Unternehmen Emag. Niemand beherrscht das Zerlegen von komplexen Fertigungsprozessen in einfach zu handhabende Teilprozesse so gut, wie das Unternehmen aus Salach. Ein Grund hierfür sind die modularen Maschinen von Emag, die den Aufbau von Fertigungslinien quasi nach dem Baukastensystem ermöglichen, wie die neue Fertigungslinie für Kettenräder eindrucksvoll beweist.
Kettenräder sind Teil jedes modernen Motors. Sie müssen in millionenfacher Ausfertigung bei höchster Qualität gefertigt werden. Diese Präzision ist notwendig, um den Verschleiß der Teile so minimal wie möglich zu halten, schließlich hängen essenzielle Bauteile wie Nockenwellen von deren Funktion ab. Eine hohe Produktivität schließt eine hohe Qualität nicht aus, das zeigt Emag mit dem Fertigungssystem für Kettenräder, das komplett mit modularen Maschinen realisiert wurde.
Modulare Maschinen optimal verkettet
„Wir haben den Bearbeitungsprozess für Kettenräder in vier einfach zu handhabende Teilprozesse zerlegt“, erklärt Björn Svatek, Sales & Marketing Director Modular Solutions bei Emag. „In OP 10 und OP 20 bearbeiten wir mit der doppelspindligen Vertikaldrehmaschine VL 3 Duo die beiden Seiten des Kettenradrohlings, in OP 30 fräsen wir die Verzahnung auf unserer Wälzfräsmaschine VL 4 H, und schließlich entgraten wir das fertige Kettenrad in OP 40 auf unserer Anfas- und Entgratmaschine VL 2 RC. Dass wir dabei für den kompletten Arbeitsprozess auf unsere modularen Maschinen aus dem Baukasten der Modular Solutions zurückgreifen können, unterstreicht die hohe Flexibilität und Leistungsfähigkeit dieser Baureihe“, ergänzt Svatek.
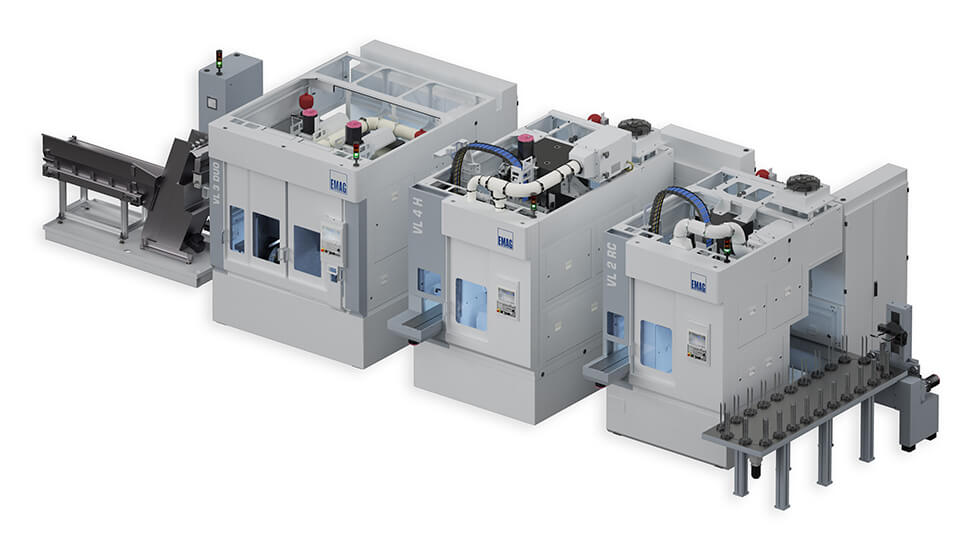
Vom Schüttgut in Form von Sägeabschnitten zum fertigen Kettenrad in weniger als 40 Sekunden, so sieht das neue Fertigungssystem von Emag aus. Fotos: Emag

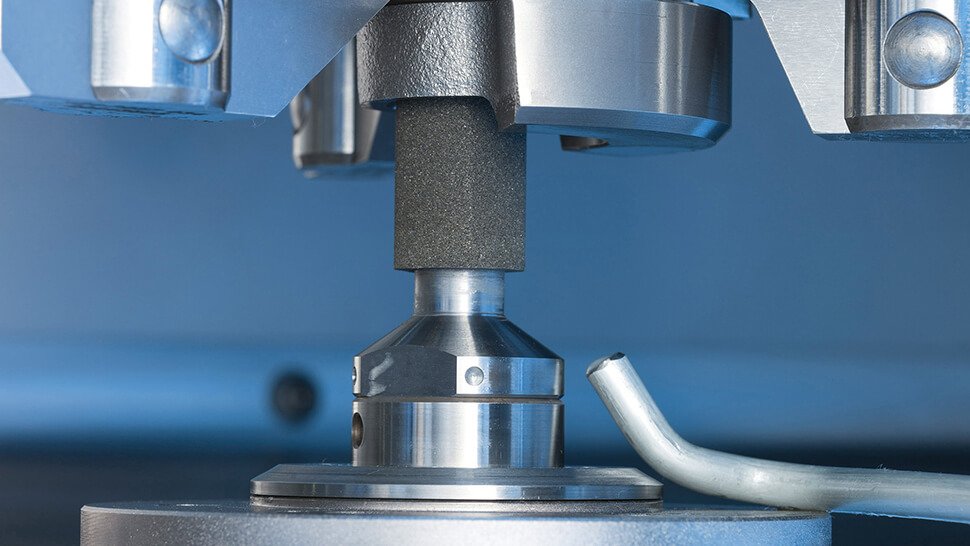
Eine leistungsstarke Arbeitsspindel und der Zwölffach-Werkzeugrevovler sorgen für schnelle Zerspanungsprozesse bei der Bearbeitung des Rohlings.

Die Wälzfräseinheit von Emag Koepfer sorgt für hohe Drehmomente und einen schnellen Verzahnungsprozess.

Das Trackmotion Automationssystem sorgt für einen reibungslosen Teiletransport und ermöglicht den Einsatz von Stackern für eine kompakte Ablage der fertigen Kettenräder.

Beim Induktionshärten von Kettenrädern auf einer Emag eldec Mind 750 Härtemaschine liegt der Fokus auf höchster Ausbringung bei konstanter Bauteilqualität. Die Taktzeiten liegen je nach Werkstücktyp zwischen vier und acht Sekunden.

. Das vollautomatisierte System ist dazu mit einem mittaktenden Brausesystem ausgerüstet. Energiequelle ist entweder ein SDF- oder Hochfrequenzgenerator.

Durch die hochgenaue Einbringung der Energie beim Induktionshärten und dem nachfolgenden Anlassen wie auch durch den Abkühlungsprozess erreichen die gesinterten Kettenräder die gewünschte Festigkeit.

Die Qualität der VLC 100 GT wird an einem konkreten Beispiel deutlich. Betrachtet man die Bearbeitung von Kettenrädern, werden die Vorteile der Kombinationsbearbeitung schnell klar. Nach der automatischen Beladung der Maschine per Pick-up-Spindel erfolgt die erste Bearbeitung mit der integrierten Innenschleifspindel.

Die Bohrung des Kettenrads hat wenig Aufmaß und wird mit CBN fertiggeschliffen. Mit den beiden ebenfalls im Arbeitsraum angeordneten Blockstahlhaltern erfolgt die Bearbeitung der Planflächen des Kettenrads.
Die Bearbeitung per Hartdrehtechnologie ermöglicht dabei nicht nur sehr kurze Bearbeitungszeiten, sondern erfordert zudem keinerlei Nachbearbeitung. Per Messtaster, der zwischen Arbeitsraum und Beladestation angeordnet ist, wird anschließend die Bearbeitungsqualität des Kettenrads geprüft.
Emag nutzt neben den modularen Maschinen auch das für diesen Maschinentyp eigens entworfene Automationssystem. „Mit unserem Automationssystem, dem sogenannten Trackmotion, können wir unsere modularen Maschinen sehr einfach und effizient verketten“, berichtet Svatek, „über den Translift, einen Werkstückgreifer, der direkt hinter dem Arbeitsraum auf einem Schienensystem quasi direkt durch die Maschinen fährt, erfolgt der effiziente und direkte Teiletransport zwischen den Maschinen.“ Dabei sorgt der Greifer sowohl für das Wenden der Teile zwischen den Operationen als auch für die Ablage auf sogenannten Stackern – das sind Paletten, auf denen die fertigen Teile aufgestapelt werden. „So können wir auf engstem Raum extrem viele Fertigteile unterbringen“, führt Svatek aus, „Kompaktheit und Einfachheit bei gleichzeitig maximaler Produktivität waren unsere Ziele beim Entwurf dieser Fertigungslinie, und die große Zufriedenheit unserer Kunden zeigt uns, dass wir unsere hochgesteckten Ziele erreicht haben.“
Das Fertigungssystem im Detail
Bei der Entwicklung wurde auf einfache Handhabung geachtet. Dies beginnt bereits bei der Beladung des Fertigungssystems. Hier kommt ein Vereinzeler zum Einsatz, in den die Rohteile in Form von Sägeabschnitten hineingeschüttet werden. Von dort gelangen die Teile dann auf den integrierten Teilespeicher der doppelspindligen Vertikaldrehmaschine VL 3 Duo. Diese integrierten Teilespeicher sind Teil des Pick-up-Automationssystems, mit dem jede modulare Maschine von Emag ausgestattet ist. Die modularen Maschinen sind in sich vollständig automatisiert. Die Arbeitsspindel belädt sich vom integrierten Teilespeicher, verfährt in den Arbeitsraum für die Bearbeitung und legt anschließend das fertig bearbeitete Werkstück wieder auf dem Teilespeicher ab, wo bereits das nächste Teil auf die Bearbeitung wartet. Von hier nimmt das Trackmotion-Automationssystem das Teil auf und legt es auf dem integrierten Teilespeicher der nächsten Maschine ab. Auf diese Weise gibt es fast keine Stillstandzeiten, da der Transport der Teile zwischen den Maschinen parallel zur Bearbeitung abläuft und daher völlig taktzeitneutral ist. Die Zeit, die die Arbeitsspindel für die Be- und Entladung benötigt, beträgt nur wenige Sekunden.

Der Vereinzeler erlaubt die einfache Beladung mit Sägeabschnitten.
Hocheffiziente Bearbeitungstechnologien
Emag achtet auf maximale Performance. Auch die eingesetzte Bearbeitungstechnologie trägt zur hohen Produktivität der Fertigungslinie bei. So kommen in den VL 3 Duo-Maschinen leistungsstarke Arbeitsspindeln mit 18 Kilowatt und einem Drehmoment von 77 Nanometern zum Einsatz. In Kombination mit den Zwölffach-Werkzeugrevolvern, die optional mit angetriebenen Werkzeugen und Y-Achse ausgestattet werden können, ergeben sich ebenso schnelle wie präzise Zerspanungsprozesse – dank Direktantrieb (Torquemotor). In der vertikalen Wälzfräsmaschine und in der vertikalen Anfas- und Entgratmaschine findet sich bewährte Technik von Emag Koepfer, dem Zahnradspezialisten der Gruppe. Die leistungsstarke Fräseinheit der VL 4 H sorgt für schnelle Vorschübe und steht ihren modularen Geschwistern der Modellfamilie in punkto Produktivität in nichts nach. Für das Einbringen der Fase und das Entgraten des Kettenrads stehen wahlweise das Drückentgraten oder das Chamfer-Cut-Verfahren zur Verfügung. Welches davon zum Einsatz kommt, hängt von der Werkstückgeometrie und vom Wunsch des Kunden ab. „Mit diesem System produzieren wir Kettenräder in weniger als 40 Sekunden und das unter Einsatz unserer modularen Maschinen. Für Kunden bedeutet dies, dass das Fertigungssystem sehr schnell verfügbar ist“, erklärt Svatek.
Titelbild: Emag
Kontakt
Björn Svatek
Sales & Marketing Director Modular Solutions EMAG GmbH & Co. KG Salach Tel. +49 7162 17-0 E-Mail senden
Anzeige