Jürgen Weczerk
Phoenix Contact
Intralogistik
Shuttles kommunizieren per Funk
Wegen ihrer Flexibilität sind Shuttlesysteme in vielen Bereichen der Intralogistik auf dem Vormarsch. Außerdem können sie eine große Anzahl an Ein- und Auslagervorgängen in kurzer Zeit bewältigen. Mit dem StoreBiter OLS 300 bietet Gebhardt Fördertechnik ein leistungsfähiges und skalierbares System, das über Industrial-WLAN sowie das Funkmodul WLAN 1100 mit der Anlagensteuerung kommuniziert.
Mit dem StoreBiter OLS 751.10 stellt die Gebhardt Fördertechnik GmbH ein Shuttlesystem zum Transport von Behältern, Kartons und Tablaren bis 100 Kilogramm zur Verfügung. Beim Bau eines neuen Lagers in Sinsheim ist die eigene Lösung zum Einsatz gekommen. Das Shuttlelager hat eine Kapazität von 1920 Behältern, die sich auf den zwölf Ebenen einer 23 Meter langen Gasse befinden. Drei One-Level-Shuttles (OLS) fördern das Material zu den Mitarbeitern. Das Lager weist ein so genanntes Roaming-Plus-System auf. Im Rahmen dieser Lösung können die OLS das Fördergut auf den entsprechenden Ebenen via Behälterheber ein- und auslagern. Zudem lassen sich die einzelnen Shuttles über einen Shuttleheber zwischen den zwölf Ebenen versetzen. Auf diese Weise erhöht sich die Performance des Lagers erheblich, ohne das weitere Shuttles genutzt werden müssen.
In das Gehäuse integrierte Antennentechnik
Für die zuverlässige Kommunikation der Shuttles mit den übergeordneten Systemen wie SAP EWM oder Gebhardt StoreWare sowie ihre Anbindung an die IoT-Plattform Gebhardt Galileo IoT sorgt eine industrielle WLAN-Technologie von Phoenix Contact. Dazu sind die Funkmodule WLAN 1100 an den OLS angebracht worden. Die Komplettlösung vereint das WLAN-Modul und die Antennentechnik in einem kompakten, schlagfesten Gehäuse, das anstelle der Antenne durch eine einfache Ein-Loch-Montage außen am OLS installiert wird. So ergeben sich mehrere Vorteile: Zum einen ist kein teures Zubehör – wie Antennen und Kabel – mehr erforderlich. Darüber hinaus gestaltet sich das Montieren der WLAN-1100-Geräte einfach und schnell. Ferner wird kein Platz im Shuttle benötigt. Außerdem erweist sich die Funklösung im Vergleich zu WLAN-Modulen mit externen Antennen als kostengünstiger.

Fotos: Phoenix Contact

Sämtliche Komponenten und Systeme der Gebhardt Fördertechnik werden im Werk in Sinsheim produziert.

Das Lager von Gebhardt Fördertechnik in Sinsheim mit integriertem Shuttlelager.
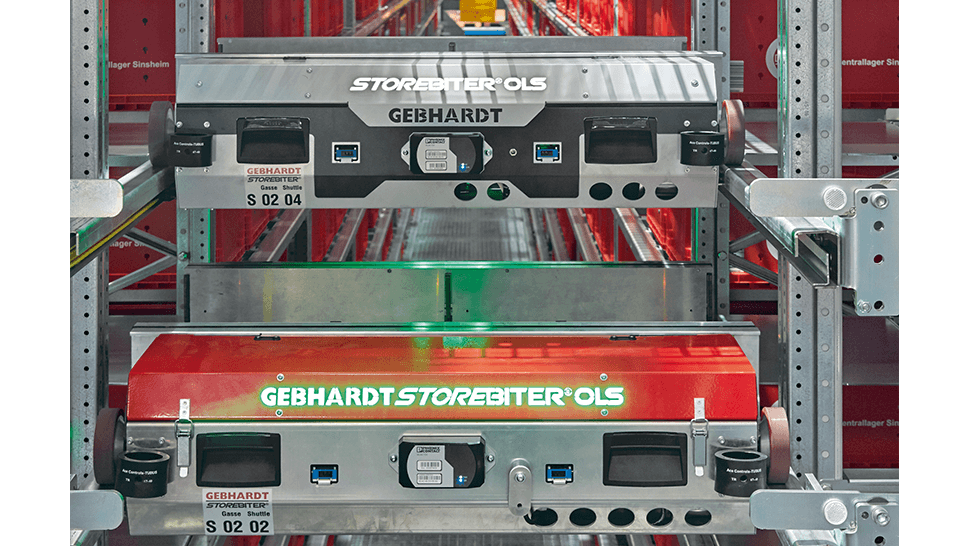
Shuttle StoreBiter OLS der zweiten Generation mit auf der Front montiertem Funkmodul WLAN 1100.
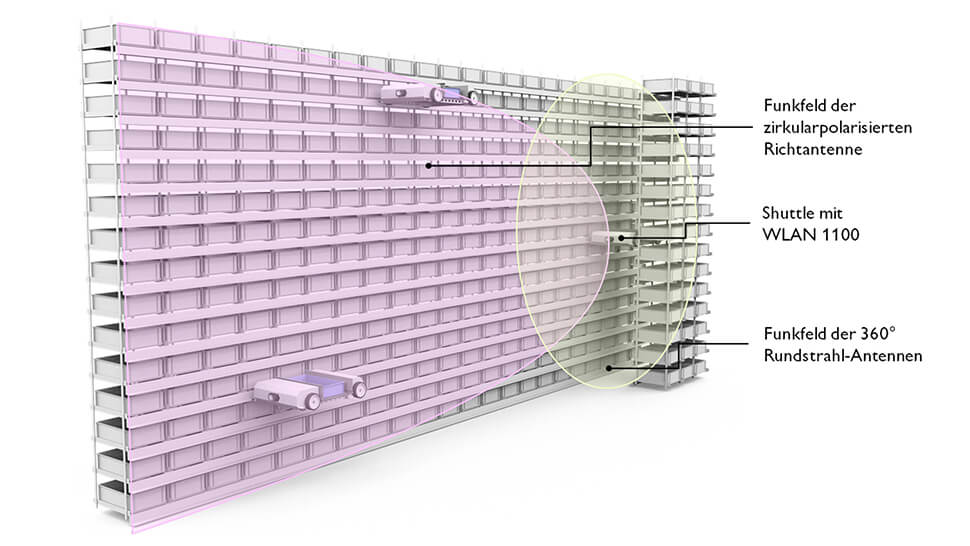
Die in das WLAN-Gerät integrierte 360-Grad-Rundstrahlantenne und zirkular polarisierte Richtfunkantennen sorgen für eine zuverlässige Kommunikation im Regallager.

Am Gassenende sind Richtantennen installiert, die per Antennenkabel mit dem Access Point WLAN 5100 verbunden werden.

Stefan Dinkel (links) und Philipp Bentz (rechts) von Gebhardt Fördertechnik haben sich von Anfang an mit dem Funkspezialisten Jürgen Weczerek (Mitte) von Phoenix Contact ausgetauscht.

Die drahtlose Datenübertragung im Lager gilt als schwierig, weil die engen Gassen, eine unterschiedliche Befüllung und die starken Reflektionen durch das verbaute Metall einen erheblichen Einfluss auf die Funkausbreitung haben. Selbst ein performantes WLAN-Modul erzielt keine Wirkung, wenn der größte Teil der Signalleistung durch qualitativ schlechte oder ungeeignete Antennen verpufft. Daher hat Phoenix Contact bei der Konzeption einen Schwerpunkt auf die verwendete Antennentechnik gelegt. Zwei speziell entwickelte und in das Funkmodul integrierte Antennen ermöglichen in Kombination mit der MIMO-Antennentechnologie (Multiple Input Multiple Output) eine zuverlässige Funkkommunikation sogar bei problematischen industriellen Bedingungen. Neben einer klassischen 360-Grad-Rundstrahlantenne ist eine zirkular polarisierte sowie nach vorne gerichtete Spezialantenne eingebaut worden, die eine hohe Reichweite in den langen und schmalen Regalgassen bewirkt.
Gemeinsame Umsetzung
Die im Lager installierte WLAN-Infrastruktur – also die Access Points – wird teilweise vom Betreiber bereitgestellt oder von Gebhardt Fördertechnik als Komplettlösung mitgeliefert und montiert. Sofern die Verantwortung beim Materialfluss-Spezialisten liegt, nutzt er – wie im eigenen Lager in Sinsheim – die leistungsstarken Access Points WLAN 5100 von Phoenix Contact. Dabei handelt es sich um Funkkomponenten in Schutzart IP20, die in Schaltkästen verbaut sind, welche sich am Gassenende im Lager befinden. Mit zwei Antennenanschlüssen deckt ein Access Point zwei Gassen oder Wartungsebenen ab. Zum Einsatz kommen Richtantennen, um überall in der Gasse eine zuverlässige Funkverbindung zum OLS sicherzustellen.
Kontakt
Jürgen Weczerek
Produktmanager Wireless Network Technology
Phoenix Contact Electronics GmbH
Bad Pyrmont
Tel. +49 5281 946-0
E-Mail senden
Anzeige