

Christina Große Kathöfer
Hainbuch
Titelthema
Strategiewechsel erhöht den Output
Nebenzeiten in die Höhe treiben, Mitarbeiter zu viel und zu lange an der Maschine rüsten lassen und Prozesse verkomplizieren – das ist nicht die Aufgabe von Spannmitteln, auch wenn sie dazu oft beitragen. Doch das ist nicht im Sinne der EWS Weigele GmbH & Co. KG aus Uhingen. Ziel des Unternehmens: Prozesse effizient gestalten und Maschinen automatisieren, wo es sinnvoll ist. Bei der Neuausrichtung der Fertigungsstrategie für zwei Komponenten, ein hochpräzises und ein Vierkantbauteil, setzt der Hersteller für Werkzeugaufnahmen auf Spannmittel von Hainbuch.
Denn Spannmittel können die Mitarbeiter entlasten und Rüstvorgänge vereinfachen. Das Toplus-premium-Spannfutter lässt eine mannlose Fertigung mit einem sicheren Prozess zu. Und das Inoflex-4-Backenfutter sorgt dafür, dass zwei Bauteile auf einer Maschine gefertigt werden und somit ein Futterwechsel entfällt.
EWS investiert in moderne Fertigungslinien, um höchste Qualität und die optimale Ausführung der Produkte in Form und Funktion zu garantieren. Dafür wurde 2018 die Abteilung Prozessoptimierung und Automatisierung gegründet. Aristeidis Kalagkanis leitet diese Abteilung und ist verantwortlich für die Beschaffung von Maschinen mit allen Hilfsmitteln, Spannmitteln und Werkzeugen sowie für die Verkettung von Robotern. EWS ist ein weltweit agierendes, mittelständisches Familienunternehmen in dritter Generation. Der Schwerpunkt liegt in der Entwicklung, Fertigung und dem Vertrieb hochpräziser Werkzeugaufnahmen für Dreh- und Fräsmaschinen, Werkzeugträgersysteme und Zubehör.
Was Kalagkanis schon länger ein Dorn im Auge war, ist der Bearbeitungsprozess eines hochpräzisen Bauteils, genauer gesagt, eines Grundhalters auf einer Hardinge-Maschine gewesen. „Die Teile hat ein Mitarbeiter von Hand eingelegt und manuell in einer selbstgebauten Spannvorrichtung gespannt“, berichtet Kalagkanis. „Dann wurde manuell justiert, bis der Rundlauf passte und anschließend hartgedreht. Das nimmt viel Zeit in Anspruch und war für uns ineffizient. Wir haben beschlossen, den Bearbeitungsprozess beziehungsweise die Strategie dafür zu ändern. Wir wollten also den Hartdreh- und den Spannprozess verschlanken und zusätzlich noch automatisieren.“

Die Pick-up-Station wird mit 20 Grundhaltern bestückt. Dann läuft sie mehrere Stunden mannlos (Bilder: Hainbuch).

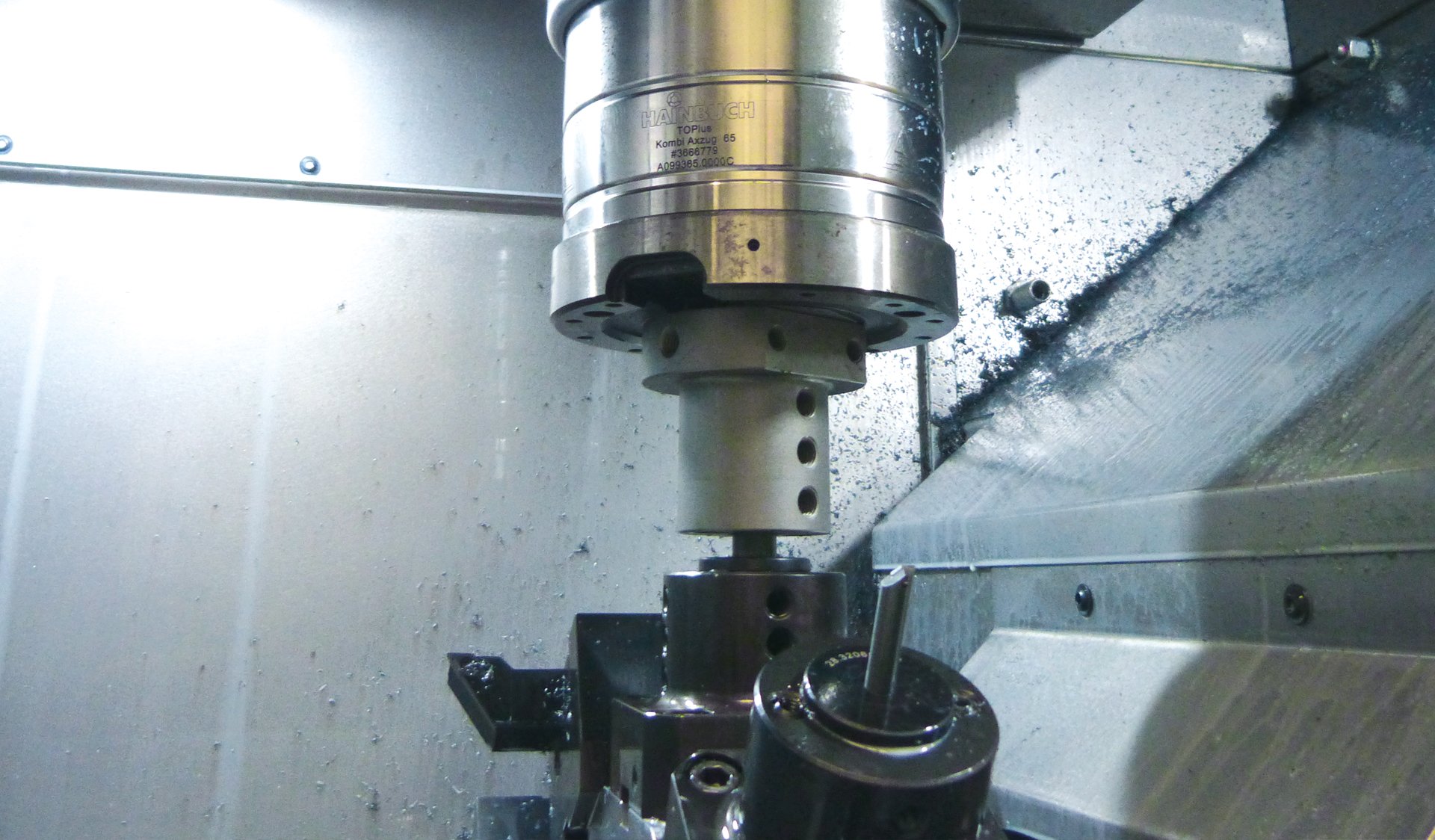
Das Spannfutter »Toplus premium« greift den Grundhalter von der Pick-up-Station ab.

Renee Reuter (links) hält den Spannkopf in der Hand, der für eine Rundlaufgenauigkeit von plus/minus fünf Mikrometern sorgt.

Hohe Anforderung bei Genauigkeit
Daraufhin hat EWS eine VL4-Vertikaldrehmaschine mit integrierter Pick-up-Station und einer Messstation bei EMAG angefragt. Das Spannmittel sollte EMAG gleich mit anbieten. Die Anforderungen dafür waren an erster Stelle die Prozesssicherheit, gefolgt von einer Rundlaufgenauigkeit von plus/minus fünf Mikrometern sowie einer hohen Steifigkeit. Das Angebot enthielt ein Spannmittel eines Wettbewerbers von Hainbuch. Denn nur mit diesem garantierte EMAG die Rundlaufgenauigkeit.
Allerdings war es laut Kalagkanis so, dass die Spannmittel extrem teuer waren und EWS mit diesem Spannmittelhersteller sonst keine Verbindung hatte. „Was der Bauer nicht kennt, isst beziehungsweise kauft er nicht“, sagt Kalagkanis schmunzelnd. Mit Hainbuch bestand schon seit Jahren eine gute Partnerschaft. Fast alle Drehmaschinen sind mit den Spannfuttern Spanntop nova oder Spanntop mini ausgestattet – und damit ist man sehr zufrieden. Doch jetzt trat EWS mit besonders hohen Anforderungen bei der Genauigkeit an Hainbuch heran.
Renee Reuter, technischer Berater bei Hainbuch, schaute sich den Prozess vor Ort an und stellte das hochpräzise Spannfutter Toplus premium mit den Premium-Spannköpfen vor. Neben der hohen Genauigkeit erleichtert der große Öffnungshub die automatische Beladung der Maschine. Auch eine leichte Berührung mit dem Werkstück bei der Beladung macht nichts aus. Es ist trotz der hohen Präzision robust, und der Prozess bleibt weiterhin stabil.
Jetzt auch automatisiert
„Nachdem alles geliefert, eingerichtet und programmiert war, haben wir festgestellt, dass zwischendurch Teile rauskamen, die den geforderten Rundlauf nicht hatten. Gemeinsam mit Hainbuch haben wir den Prozess geprüft und verschiedene Messreihen durchgeführt. Wichtig war für uns, dass wir sofort die Unterstützung von Hainbuch bekommen haben. Renee Reuter war immer wieder bei uns im Haus“, gibt Kalagkanis zu Protokoll. „Es stellte sich heraus, dass es an der Werkstückgeometrie lag. Die Problematik war, dass der Werkzeughalter hinten einen runden Schaft und eine Verzahnung hat. An der Stelle, wo gespannt wird, ist er zwar rund, aber unterbrochen. Dadurch konnte der Spannkopf nicht umschließend spannen. Wir haben neue Spannköpfe mit einem Vorbau gefertigt, damit wir auf dem vorderen kleinen Bund spannen können und eine Abstützung haben. Und prompt wurden die Genauigkeiten von plus/minus fünf Mikrometern erreicht“, fügt Reuter hinzu.
Die Maschine kann jetzt bis zu drei Stunden mannlos laufen. Die Prozesssicherheit ist ebenfalls garantiert. Denn durch die umschließende Spannung, den extra Späneschutz und die Spülung ist das Spannfutter schmutzunempfindlich. Außerdem deckt der Frontanschlag, der vorne am Werkstück anschlägt, zusätzlich sauber ab. Die Pick-up-Station wird mit 20 Bauteilen bestückt. Das dauert fünf Minuten. Die Mitarbeiter können sich dann um andere Aufgaben kümmern.
Die Qualität, die manuell erreicht wurde, wird jetzt auch automatisiert erreicht. Zudem hat sich die Rüstzeit auf ein Minimum reduziert. Kalagkanis erklärt den Grund: „Auf der EMAG fertigen wir Bauteile mit Losgrößen zwischen 30 und 200 einer Familie mit unterschiedlichen Durchmessern. Früher mussten wir die komplette Vorrichtung tauschen und ausrichten. Jetzt wechseln wir in Sekunden nur den Spannkopf mit der Wechselvorrichtung – ohne auszurichten. Wir sparen uns circa 15 Minuten pro Auftrag beim Umrüsten bei zwei bis drei Aufträgen am Tag. Hinzu kommt, dass so das Umrüsten für die Mitarbeiter auch viel einfacher ist.“
In Rente geschickt
Aufgrund der intensiven Zusammenarbeit wurden Kalagkanis und Reuter auf einen weiteren Optimierungsfall aufmerksam. EWS produziert viele Gehäuse, die meisten sind kubisch, es gibt auch ein paar runde. Die runden Gehäuse laufen auf einer Hwacheon VT 550 Drehmaschine und die kubischen auf einer anderen Maschine.
„Die Hwacheon VT 550 war mit einem 3-Backenfutter ausgestattet, das jetzt in Rente geschickt wurde. Denn auch da haben wir die Strategie geändert. Renee Reuter hat uns auf das 4-Backenfutter Inoflex in der Größe 500 aufmerksam gemacht. Mir war gar nicht bewusst, dass Hainbuch so etwas im Portfolio hat. Jetzt kann ich runde und kubische Gehäuse auf der gleichen Maschine bearbeiten ohne einen Futterwechsel. Das ist der größte Vorteil“, sagt Kalagkanis.
Die Vierkantgehäuse wurden vorher auch mit einem 4-Backenfutter, aber ohne Ausgleich gefertigt, also mit zwei festen und zwei verstellbaren Backen. Die zwei festen Backen musste EWS immer genau auf die Mitte ausrichten. Dafür wurde das Bauteil erst mal vermessen. Dann wurden die Backen genau eingestellt. Das entfällt jetzt. Zudem ist Kalagkanis von der Stabilität und der hohen Haltekraft des Inoflex überzeugt. „Zusammenfassend kann ich sagen, dass wir uns viel Zeit sparen, alles nicht mehr so umständlich und dadurch die Maschinenauslastung höher ist. Deshalb haben wir auch eine neu angeschaffte Bearbeitungsanlage DMG NLX 700 mit dem Inoflex in der Größe 315 ausgestattet“, sagt Kalagkanis abschließend.
Kontakt
Renee Reuter
Technischer Berater
Christina Große Kathöfer
Technischer Berater
Leitung Marketing
Hainbuch
Marbach
Tel. +49 7144 907-106
E-Mail senden