

Max Engelmann
TU Chemnitz
Qualitätssicherung
Verbesserte Instruktionen zur Werkstückspannung
Beim Vertikaldrehen ist das Gefährdungsrisiko des Maschinenbedieners erhöht, da ein unsachgemäß gespanntes Werkstück radial aus dem Arbeitsraum geschleudert werden kann. Das Institut für Werkzeugmaschinen und Produktionsprozesse der Technischen Universität Chemnitz untersuchte im Rahmen des Projektes „Erfassung und Vergleichbarkeit der menschlichen und technischen Zuverlässigkeit am Beispiel einer Werkstückspannung beim Vertikal-Drehen – MTZ-Dreh“ die Ursachen. Der Lösungsansatz betrachtete sowohl die Quantifizierung von menschlichen Fehlhandlungen bei der manuellen Werkstückspannung als auch die Identifikation und Beurteilung technischer Einflussparameter auf die Spannwirkung. Neben der Betrachtung der technischen Zuverlässigkeit wurde auch die menschliche berücksichtigt. Diese Bezugsgrößen wurde verbunden und daraus verbesserte Bedienerinstruktionen zur Erhöhung der Maschinensicherheit abgeleitet.
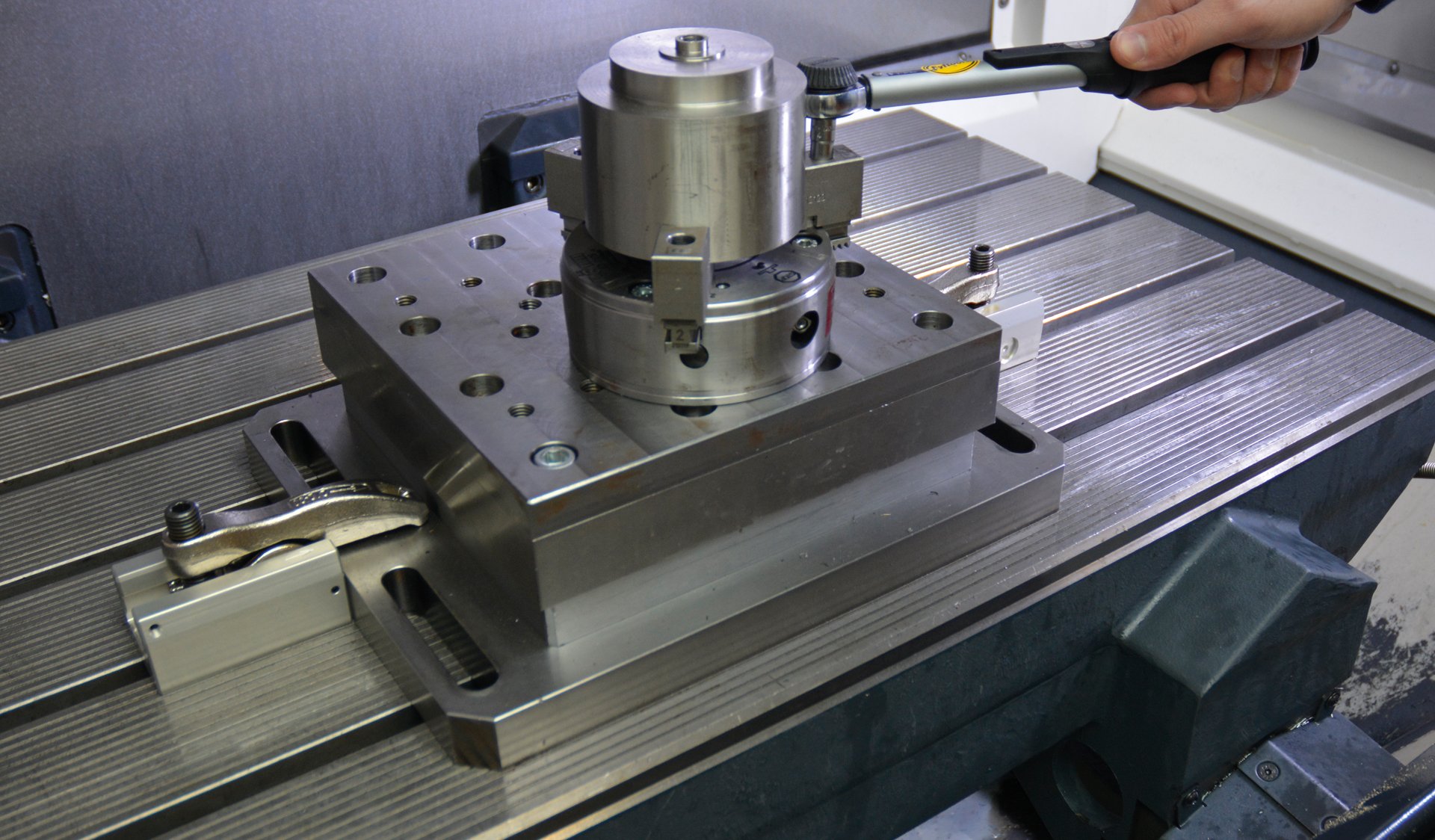
Im Mittelpunkt der technischen Zuverlässigkeit standen Identifikation und Analyse sicherheitsrelevanter Einflussgrößen auf die Spannwirkung sowie die Frage, unter welchen Umständen bedienerabhängige Schwankungen des Spannzustands zur Werkstückfreisetzung führen können. Zur Beantwortung dieser Frage wurden umfangreiche dynamische und statische Spannversuche mit Dreibacken-Keilstangenfuttern auf einem industriellen Prüfstand für Fräs-Drehtische durchgeführt und statistisch ausgewertet.
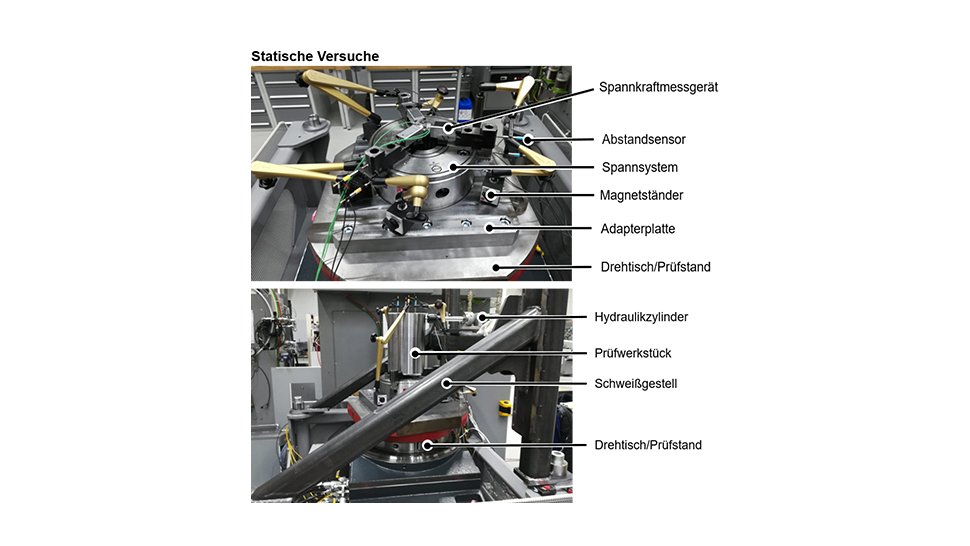
Prüfstände für statische Versuche. Quelle: TU Chemnitz
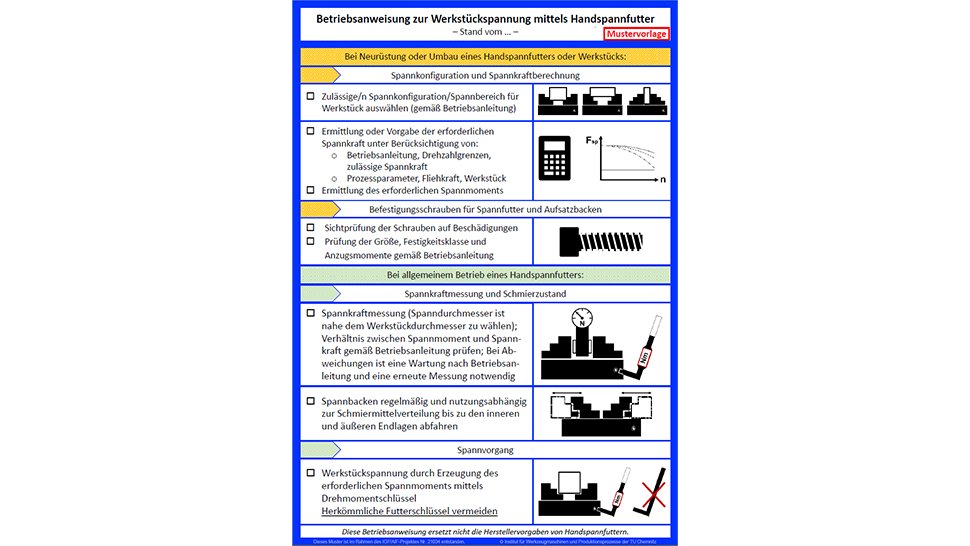
Muster-Betriebsanweisung zur Werkstückspannung mittels Handspannfutter. Quelle: TU Chemnitz
Experimentelle Analyse der technischen Zuverlässigkeit
Die Drehzahlabhängigkeit und der Einfluss steuerungsseitiger Beschleunigungs- und Verzögerungsfunktionen der Werkstückdrehachse wurden identifiziert. Somit konnten auch die erzielbaren Spannkräfte sowie Verlagerungen und Verformungen der Spannbacken quantifiziert werden. Die Grenzbelastung des Werkstückspannsystems in Abhängigkeit verschiedener Einflussparameter (beispielsweise Spanndurchmesser, Bedienart, Schmierzustand des Futters) wurden untersucht.
Durch die Daten wurden Ursache-Wirkung-Zusammenhänge bezüglich einer Werkstückfreisetzung identifiziert. Es wurde beispielsweise festgestellt, dass die Spannwirkung – abhängig vom Schmierzustand und dem bedienerabhängigen Spannhub – auf unter 50 Prozent der Herstellerangaben absinken kann.
Durch gezielte Maßnahmen wie das radiale Verfahren der Spannbacken in die Endlagen nach jedem fünften Spannvorgang und das zusätzliche manuellen Schmieren der Druckflächen konnte eine signifikante Steigerung des Spannwirkungsgrads erreicht werden. Die Herstellerangaben innerhalb des zulässigen Toleranzbereichs erreicht werden.
Menschliche Zuverlässigkeit
Zusätzlich zur technischen Analyse sind Betrachtung und Untersuchung der menschlichen Zuverlässigkeit essenziell für eine wirksame Verbesserung der instruktiven Sicherheit bei der manuellen Werkstückspannung. Befragungen und Nutzertests mit ausgebildetem Maschinenpersonal zeigten, dass Bediener dazu neigen, den Montagezustand des Werkstückspannsystems vor der Nutzung nicht oder nur unzureichend (zum Beispiel Anzugsmoment der Schrauben) zu überprüfen.
Darüber hinaus gab etwa die Hälfte der Befragten an, die erforderliche Spannkraft nach Gefühl zu bestimmen sowie zu erzeugen. Damit verzichten viele auf die Nutzung von Berechnungsmodellen, Tabellen oder Spezifikationen. Die abschließende Befragung verdeutlichte, dass eine Diskrepanz zwischen der erbrachten Leistung und der eigenen Einschätzung der Leistung bei der Werkstückspannung vorliegt.
Viele Teilnehmende bewerteten ihre Leistung als gut, obwohl die erforderliche Spannkraft nicht erreicht wurde. Dabei kann die unzureichende Spannkraft im schlimmsten Fall zur Freisetzung des Werkstücks führen. Die Werkstückspannung nach Gefühl ist daher im Hinblick auf die Sicherheit des Maschinenbedienenden nicht ausreichend.
Die Ergebnisse zeigten zudem, dass die vorgegebene Spannkraft mithilfe eines (elektronischen) Drehmomentschlüssels signifikant öfter erreicht wird, als mit einem konventionellen Futterschlüssel. Die ermittelten hohen Fehlhandlungswahrscheinlichkeiten unterstreichen und spezifizieren den Handlungsbedarf verbesserter Instruktionen beim Werkstückspannen.
Muster-Betriebsanweisung
Unter Berücksichtigung der quantifizierten menschlichen und technischen Schwachstellen, das heißt, der identifizierten sicherheitsrelevanten, jedoch häufig unzureichend durchgeführten Arbeitsschritte bei der Werkstückspannung, wird deutlich, dass verbesserte Instruktionen notwendig sind. Das ist insbesondere bei der Sicherstellung einer korrekten Montage und eines zulässigen Wirkungsgrades und Schmierzustands des Backenfutters sowie bei der Spannkraftermittlung und -erzeugung der Fall
Resultierend aus diesen Ergebnissen wurde eine Betriebsanweisung entwickelt. Sie enthält wichtige Handlungsanweisungen (Maßnahmen), die auf die Verringerung der Fehlhandlungswahrscheinlichkeiten von besonders sicherheitsrelevanten Handlungsschritten bei der Werkstückspannung abzielen.
Die kompakte und übersichtliche Darstellungsweise ermöglicht eine einfach zugängliche Anbringung an der Maschine und fokussiert auf die wichtigsten Aspekte bei der Werkstückspannung. Die Betriebsanweisung ist als Mustervorlage und Ergänzung zu den jeweiligen Betriebsanleitungen von Handspannfuttern zu betrachten.
Die Handlungsanweisungen sind allgemeingültig beschrieben. Bei Bedarf können sie dennoch auf die spezifischen und individuellen Anforderungen des jeweiligen Maschinen- beziehungsweise Spannmittelbetreibers angepasst werden. Die Betriebsanweisung steht auf der Website der Berufsgenossenschaft Holz und Metall zur Verfügung (www.bghm.de, Webcode 402) und ist für jeden Interessenten frei zugänglich.
Info
Das Projekt MTZ-Dreh (IGF-Vorhaben Nr. 21034) des VDW-Forschungsinstituts wurde über die Arbeitsgemeinschaft industrieller Forschungsvereinigungen „Otto von Guericke“ (AiF) im Rahmen des Programms zur Förderung der Industriellen Gemeinschaftsforschung vom Bundesministerium für Wirtschaft und Energie gefördert.Kontakt
Max Engelmann
Wissenschaftlicher Mitarbeiter
Produktionssysteme und -prozesse (PSP)
Institut für Werkzeugmaschinen und Produktionsprozesse (IWP)
Technische Universität Chemnitz
Tel. +49 371 531-36667
E-Mail senden