


Jens Nothnagel
Bosch Rexroth
Titelthema
CNC-Systeme sind der Schlüssel
Moderne CNC-Systeme sind das Ergebnis von rund 40 Jahren Entwicklungsarbeit. Einfache Bedienung, offene Schnittstellen sowie Programmierung nach DIN, mit Technologiezyklen oder durch CAD/CAM-Systeme, sind Stand der Technik. Sie helfen, Instandhaltungsmaßnahmen zu planen, und verschicken Diagnosemeldungen per SMS. Die Entwicklung geht weiter. Denn CNC-Systeme sind der Schlüssel zu kürzesten Zykluszeiten und Energieeffizienz in der Fertigung.
CNC-gesteuerte Maschinen kommen in nahezu allen Bereichen der Produktion zum Einsatz, von klassischen CNC-Fräs- und -Drehmaschinen in der Werkstatt bis hin zur vollautomatisierten Massenproduktion. Für Hersteller von CNC-Systemen besteht die Herausforderung darin, Steuerungs- und Antriebstechnik flexibel zu gestalten und in Leistung und Funktionalität skalierbar anzubieten.
An Standarddreh- und fräsmaschinen sind einschaltfertige Systeme mit standardisierter Bedienung und Programmierung eine kostengünstige Lösung. Bei komplexen Bearbeitungszentren hingegen, die mehrere Bearbeitungstechnologien in einer Maschine kombinieren, kommt es auf höchste Rechenleistung und flexible Funktionalität an.

Foto: Bosch Rexroth
Gleichzeitig wird es für Maschinenbauer und Betreiber immer wichtiger, auch komplexe Maschinen einfach in Betrieb nehmen, bedienen, überwachen und warten zu können. Weiterhin erwarten sie flexible Steuerungs- und Antriebssysteme, die mehr können, als nur den Produktionsprozess zu steuern, indem sie zum Beispiel Überwachungsmethoden zur präventiven Wartung bieten. Oder dazu beitragen, den Energieverbrauch zu reduzieren, bei mindestens gleichbleibender Maschinenleistung.
Mit über 40 Jahren Erfahrung im Bereich der CNC-Steuerungen hat die Bosch Rexroth AG, Lohr am Main, die Entwicklung über diesen Zeitraum kontinuierlich begleitet und ihre CNC-Plattform immer weiter ausgebaut und optimiert. Seit 2004 hat Rexroth eine CNC-Plattform auf dem Markt, die sich durch eine offene Systemarchitektur auszeichnet und in Leistung und Funktionalität skalierbar ist. Anwender stimmen die Hard- und Softwarekomponenten nach dem Baukastenprinzip auf ihre Applikation ab: von der kompakten, kostengünstigen und einschaltfertigen IndraMotion MTX micro bis zur IndraMotion MTX advanced für hochdynamische Multi-Technologie-Maschinen. Die SPS-Programmierung erfolgt auf Basis der IEC 61131-3. Umfangreiche Softwarefunktionen wie für komplexe Interpolationen, Achskopplungen, Sonderkinematiken oder schnelle E/A-Kopplung tragen dazu bei, den Aufwand zu reduzieren.
Den für Maschinenbauer und -betreiber unverzichtbaren langfristigen Investitionsschutz gewährleistet Rexroth mit offenen, standardisierten Schnittstellen wie für Sercos, Profinet oder OPC-UA.
Mehr Produktivität durch verteilte Intelligenz
In der automatisierten Produktion ist der Trend zu beobachten, mehrere Bearbeitungstechnologien in einer Maschine zu kombinieren. Ein Beispiel ist der gleichzeitige Einsatz der rechenintensiven Fünf-Achs-Fräsbearbeitung an mehreren Stationen einer Rundtaktmaschine. Das stellt besondere Anforderungen an die Leistungsfähigkeit der eingesetzten CNC-Steuerung. Bei IndraMotion MTX advanced setzt Rexroth deshalb auf neueste Multi-Core-Prozessortechnik. Die intelligente Verteilung der Steuerungsabläufe auf die Mehr-Kern-Architektur bringt den notwendigen Leistungszuwachs für eine schnelle Abarbeitung von Programmen. Die typische NC-Satzaufbereitungszeit liegt kleiner als eine Millisekunde und die CNC-Interpolationszeit bei 0,25 bis einer Millisekunde. Das verringert Nebenzeiten und erhöht die Produktivität. Die Erhöhung der Anzahl der Prozessorkerne lässt weitere Leistungssteigerungen erwarten.
Allerdings ist ein schnellerer Prozessor nicht immer die geeignete Lösung. Bessere Ergebnisse verspricht der Einsatz dezentraler Systemarchitektur, bei der die Aufgaben auf antriebs- und steuerungstechnische Intelligenz verteilt sind, da die unterlagerten Systeme schneller auf den Prozess reagieren.
Der Antrieb übernimmt so Teilaufgaben der CNC-Steuerung wie etwa die Aufnahme eines Messwerts oder eine unterlagerte Positionsregelung. In der Praxis reduziert sich dadurch die Komplexität des Gesamtsystems. Maschinenhersteller und -betreiber profitieren von einer vereinfachten Inbetriebnahme und Bedienung sowie letztlich geringeren Kosten.
Einfache Bedienung und Diagnose komplexer Anlagen
Auch an komplexen Maschinen muss ein Maschinenbediener unterschiedliche Bearbeitungstechnologien einfach und sicher beherrschen können. Dazu ist es notwendig, die Bedienung der CNC-Steuerung an die Maschine anzupassen. Zwei Optionen stehen zur Wahl: Entweder eine erweiterte Standard-CNC-Bedienoberfläche oder eine speziell zugeschnittenen HMI-Software des Maschinenherstellers.
Mit Blick auf IndraMotion MTX beispielsweise ist beides möglich. Maschinenhersteller können das entsprechende HMI-Softwarepaket einfach konfigurieren und parametrieren sowie eigene Erweiterungen und Softwaretools problemlos integrieren. Die Entwicklung maschinenspezifischer Bedienoberflächen ist über die Schnittstelle OPC beziehungsweise OPC-UA möglich, die auch die Anbindung an übergeordnete Produktionssteuerungs- oder Diagnosesysteme erlaubt. Diese offenen Standards schaffen zudem die Voraussetzung, neue Technologien wie die Bedienung über Tablet-PCs mit geringem Aufwand zu integrieren.
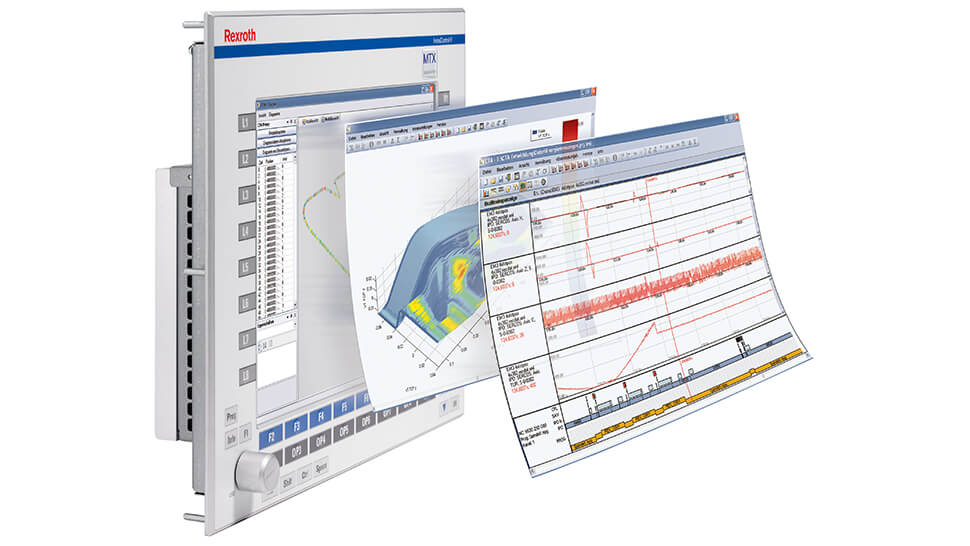
Foto: Bosch Rexroth
Optimierung von Energieverbrauch und Taktzeit
Der Strombedarf der Industrie verursacht rund ein Drittel der europäischen CO2-Emissionen, mit der Fertigung als Hauptverbraucher. Energieeffizienter produzieren, ohne dass die Produktivität darunter leidet, ist eine weitere zentrale Herausforderung für Hersteller und Betreiber von Maschinen. Basis der energetischen Optimierung einer Maschine sind exakte Messungen zur Ermittlung des Energieverbrauchs. Rexroth hat für diese umfassende Aufgabe zwei Softwaretools entwickelt, die in den NC-Kern der CNC-Steuerung integriert sind und so direkten Zugriff auf alle relevanten Daten der Werkzeugmaschine haben.
Das Taktzeitanalysetool IndraMotion MTX cta (Cycle Time Analyzer) bietet einen Überblick über Maschine und Prozess und ermöglicht es, die Bewegungsabläufe zu optimieren sowie die Taktzeit deutlich zu reduzieren. Damit ist es möglich, Signale aus CNC, SPS und Antrieben synchron und in Millisekunden-Auflösung aufzunehmen. Die Aufzeichnung verläuft rückwirkungsfrei: Sie hat keinen Einfluss auf die Echtzeitfähigkeit der CNC.
IndraMotion MTX ega (Energy Analyzer) stellt den Energieverbrauch von Prozessabschnitten, Maschinenkomponenten und verwendeten Werkzeugen dar. Ändern sich Material des Werkstücks, Werkzeugzustand oder Hilfs- und Schmierstoffe, macht ein Vergleich anhand von Trenddiagrammen den Energieverbrauch transparent. Die Bedienoberfläche informiert den Bediener einfach und direkt über den Energieverbrauch, aufgegliedert nach Spindel-, Achsantrieben und Nebenaggregaten.
In Millisekunden-Auflösung zeichnen beide Softwaretools Bewegungsdauer und Energieverbrauch jedes NC-Satzes auf. Der Programmierer erhält dadurch erstmals eine Datenbasis, auf der er das NC-Programm gezielt optimieren und zusätzlich durch eine verbesserte Bewegungsführung die Zykluszeit verkürzen kann.
Kontakt
Jens Nothnagel
Produktmanager CNC-Systeme
Bosch Rexroth AG
Lohr am Main
Tel. +49 9352 18-4145
E-Mail senden
Anzeige
