


Iris Gehard
ABOPR
Produktion
Strukturbauteile und
E-Mobilität im Fokus
Das starke Wachstum der Elektromobilität verändert die Automobilindustrie grundlegend und stellt auch den deutschen Maschinen- und Anlagenbau vor Herausforderungen. Auf lange Sicht gesehen entfallen verschiedene Bauteilkategorien am Fahrzeug. Durch die Entstehung immer effizienterer Hybridmotoren und batteriebetriebene Fahrzeuge (BEV-Vehicles) wird sich die Anzahl an Fahrzeugkomponenten jedoch erhöhen, und neue Bauteile werden entstehen. Mit einer Weiterentwicklung der Produkttechnologie im Bereich der großvolumigen Leichtmetallwerkstücke ist die Schwäbische Werkzeugmaschinen GmbH (SW) auf die Entwicklungen in der Elektromobilität bereits ausgerichtet.
Immer mehr Automobilhersteller bieten Hybrid- und Elektrofahrzeuge an. Für die Maschinenhersteller bedeutet das, dass ihr Maschinenpark auch die spanende Bearbeitung von Fahrzeugteilen wie Strukturbauteilen, die für E-Autos typisch sind, abdecken muss. Aktuell greifen OEM-Zulieferer auf Bearbeitungszentren (BAZ) zurück, die für die Bearbeitung von Großmotoren bestimmt und damit für eine schwere Zerspanung konzipiert sind.
Deren Antriebstechnik ist auf hohe Antriebskräfte ausgelegt, entsprechend langsamer und weniger dynamisch. Im Vergleich zu großen Komponenten für Fahrzeuge mit Verbrennungsmotoren entspricht die Bearbeitung von großvolumigen Strukturbauteilen der normalen Leichtmetallbearbeitung. Hier eignen sich hochdynamische, schnelle Maschinen, die lange Strecken in möglichst kurzer Zeit zurücklegen, deutlich besser. Die Maschinenserie mit Linearmotoren von SW eignet sich für diese Marktanforderungen besonders.

SW hat für die spanende Bearbeitung von E-Auto-Bauteilen ein spezielles Bearbeitungszentrum entwickelt: Die BA W08 ist für die 4- und 5-achsige Bearbeitung von sehr großen Leichtmetallwerkstücken wie Strukturbauteilen ausgelegt und kann Werkstücke ein- oder zweispindlig bearbeiten. Fotos: SW
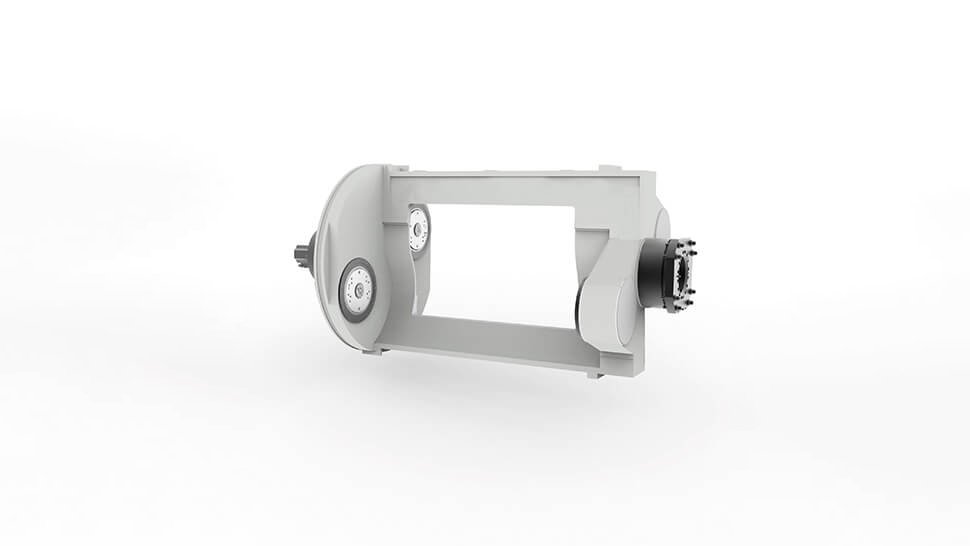
Um den Raum für Werkstücke zu erhöhen, hat SW eine Träger-Version mit Aussparung konzipiert. Sie ermöglicht mehr Flexibilität im Hinblick auf die Form von Werkstücken.
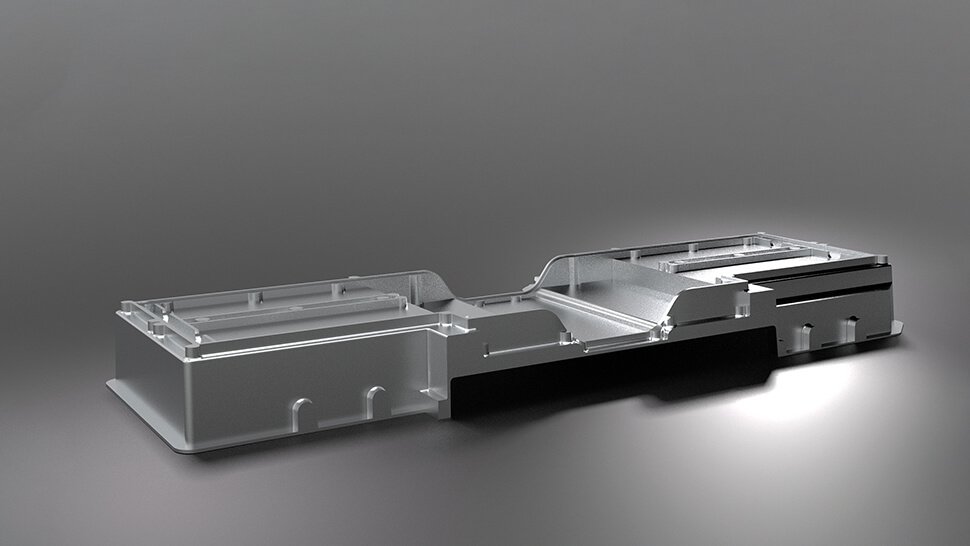
Beim Batteriegehäuse sind insgesamt vier verschiedene Komponenten zu bearbeiten. Dies kann 4-achsig in einer Aufspannung durchgeführt werden.
Auf Strukturbauteile ausgelegt
Um den veränderten Anforderungen gerecht zu werden, hat SW die BA W08-12 entwickelt. Dabei handelt es sich um ein einspindliges, horizontales Bearbeitungszentrum, das für die 4- und 5-achsige Bearbeitung von sehr großen Leichtmetallwerkstücken, beispielsweise Batteriegehäusen, ausgelegt ist.
Im Mittelpunkt steht ein Monoblock, der die Durchbiegung minimiert und den optimalen Kraftfluss zwischen Bearbeitungseinheit und Werkstückträger gewährleistet. Außerdem verfügt das BAZ über eine masseoptimierte Bearbeitungseinheit in Box-in-Box-Ausführung, die für hochdynamische Zerspanoperationen im Leichtmetallsektor konzipiert wurde und rückseitig in den Monoblock eingesetzt werden kann.
Linear- und Torquemotoren in den Vorschubachsen verfügen über höchste Dynamik und kürzeste Nebenzeiten, der Gantry-Antrieb der Y-Achse über eine hohe Positioniergenauigkeit auch bei außermittiger Belastung.
Eine wesentliche Komponente des BAZ ist der Doppelschwenkträger, der mit zwei unabhängigen Rundachsen ausgestattet ist und ein hauptzeitparalleles Be- und Entladen ermöglicht. Während der Bearbeitung wird der Doppelschwenkträger in einer Hirth-Verzahnung hydraulisch verriegelt und die Rundachsen werden mit einer Sicherheitsklemmung fixiert. Die Geometrie der Rundachsen erlaubt eine Beladung der Maschine in ergonomisch günstiger Höhe. Bei Bedarf können direktangetriebene Planetenmodule aufgebaut werden, was eine 5-achsige Bearbeitung ermöglicht.
Zudem garantiert das Rundtischkonzept zusammen mit der horizontalen Spindelanordnung einen freien Spänefall. Da sich das BAZ zusätzlich durch eine ausgeklügelte Spülung im Bearbeitungsraum auszeichnet, ist nahezu ausgeschlossen, dass Späne am Werkstück anhaften oder liegen bleiben, wo sie die Qualität oder weiteres Handling beeinträchtigen. Da die Werkstücke vermutlich noch größer werden und dann nicht mehr auf die W08 passen, arbeitet SW an einer größeren Maschine. Diese wird alle Erfahrungen SW-Maschinen an Bord haben. Dazu zählen zum Beispiel die zwei Paletten, horizontale Spindeln und Linearmotortechnik.
Beispielbearbeitung Batteriegehäuse: Einer der größten Vorteile der BA W08-12 ist, dass sie trotz ihres großen Bearbeitungsraumes über zwei unabhängige Rundachsen (vierte Achsen) verfügt, die beide zusätzlich noch mit einem 5-Achs-Tisch ausgerüstet werden können. Beim Batteriegehäuse sind insgesamt vier verschiedene Teile zu bearbeiten. Bei der SW-Maschine kann dies 4-achsig in einer Aufspannung durchgeführt werden. Da die Spannvorrichtungen die Möglichkeit haben, die zu bearbeitenden Werkstücke auf der Ober- und Unterseite der Grundplatte aufzunehmen, ergeben sich auf den zwei Rundtischen insgesamt vier Spannnester für vier Bauteile. Die Bearbeitung – Fräsen, Bohren und Gewindeschneiden – findet für alle vier Teile auf einer Maschine statt. Komplette Vierer-Sets werden gefertigt, wodurch der Zulieferer seine Kapazität bei den Batteriegehäusen sehr genau abschätzen kann.
Mehr Flexibilität
Bis dahin bietet die BA W08-12 für die Aufnahme von Werkstücken und Vorrichtungen einen Störkreis mit 950 Millimetern Durchmesser und einer Länge von 1710 Millimetern (500 Liter Volumen). Im Vergleich zur zweispindligen BA W08-22 erhöht sich der Verfahrweg in der X-Achse um 700 Millimeter, wodurch die Bearbeitungsreichweite für Werkstücke nahezu verdoppelt wird.
Der Verfahrweg kann je nach Werkstückdesign und Spannsituation voll genutzt werden. Um mehr Flexibilität im Hinblick auf die Bauteilgröße und -form zu erzielen, hat SW einen Doppelschwenkträger mit Aussparung entwickelt: Durch diesen können besonders bauchige Teile in der Horizontalen gedreht werden. Durch die Modifikation des Maschinenkonzepts wird das BAZ den Anforderungen vieler neuer Fahrzeugteile im Bereich der Hybrid- und Elektromobilität gerecht.
Da eine Sicherheitstrennung zwischen Belade- und Bearbeitungsraum notwendig ist, wird die Aussparung durch eine Abdeckung verschlossen, deren Größe individuell an die Form des zu bearbeitenden Werkstücks angepasst wird. Die Aussparungsgröße wird dabei lediglich durch die gegenüberliegende, zweite Vorrichtung mit Werkstück eingeschränkt.
Nach- und umrüstbares System
Dieser Platzvorteil kann auch dann genutzt werden, wenn Unternehmen bereits eine BA W08-12 im Maschinenpark haben: Der Q-Träger lässt sich bei diesen Maschinen austauschen und durch einen Q-Träger mit Aussparung ersetzen. Die hohe Flexibilität wird ergänzt durch die Möglichkeit zum Umrüsten: Eine einspindlige BA W08 lässt sich in eine zweispindlige Maschine umrüsten. Nach dem Austausch der 3-Achs-Einheit kann das BAZ genutzt werden, um kleinere Bauteile in hoher Ausbringung zu produzieren.
Titelbild: Schwäbische Werkzeugmaschinen
Kontakt
Iris Gehard
Redakteurin
ABOPR Pressedienst
München
Tel. + 49 89 50 03 15-20
E-Mail senden
Reiner Fries
Geschäftsführer Vertrieb
Schwäbische Werkzeugmaschinen GmbH (SW)
Schramberg-Waldmössingen
Tel. +49 7402 74-0
E-Mail senden
Anzeige
