


Christian Kolar
Tribonex
Produktion
Für den Fahrspaß im E-Auto
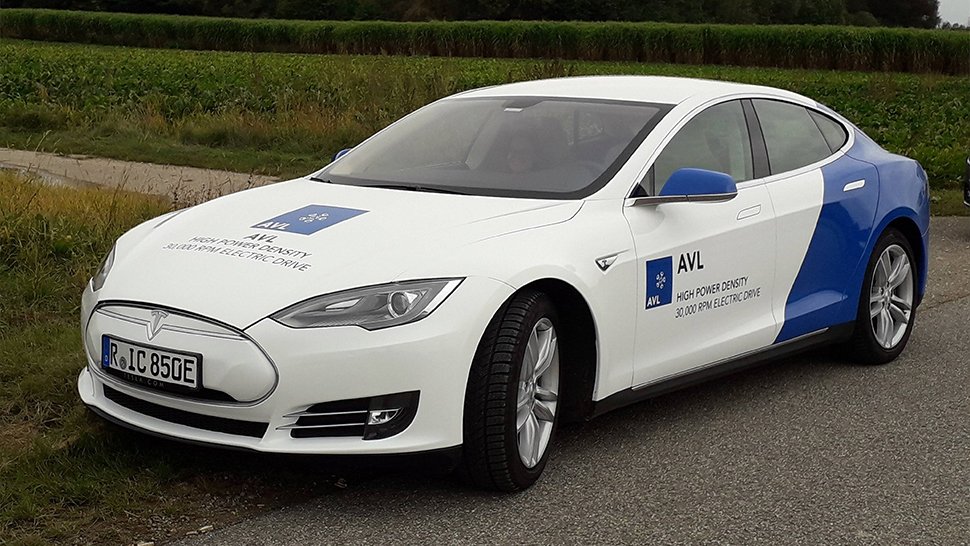
Bei der Entwicklung einer Hochdrehzahl-E-Achse für Elektrofahrzeuge geht der Entwicklungsdienstleister AVL in die Vollen: Bis zu 30.000 Umdrehungen pro Minute für die E-Motoren und eine Höchstgeschwindigkeit von 240 Stundenkilometer stellen die Ingenieure vor neue technische Herausforderungen. Für die tribologische Behandlung der Zahnräder im Getriebe nutzt AVL die innovative Triboconditioning-CG-Technologie von Tribonex.
Um Elektromobilität erschwinglich zu machen, geht der Trend bei der Entwicklung von Antrieben zunehmend in Richtung E-Achse. Bei diesem System bilden Elektromotoren, Leistungselektronik und Getriebe eine kompakte Einheit, die platzsparend in die Vorder- oder Hinterachse des Fahrzeugs integriert wird.
Attraktiv für die Automobilhersteller ist, dass ein identisches Antriebsmodul ohne große Designänderungen in verschiedene Fahrzeugtypen integriert werden kann – zum Beispiel in Limousinen, SUV oder Kleinwagen. Der Wegfall von Bauteilen und Verbindungskabeln sowie die vereinfachte Kühlung sparen Kosten im Vergleich zur herkömmlichen dezentralen Bauweise.
Die neue Hochgeschwindigkeits-E-Achse von AVL wird E-Mobile auf bis zu 240 Stundenkilometer beschleunigen. Fotos: Tribonex
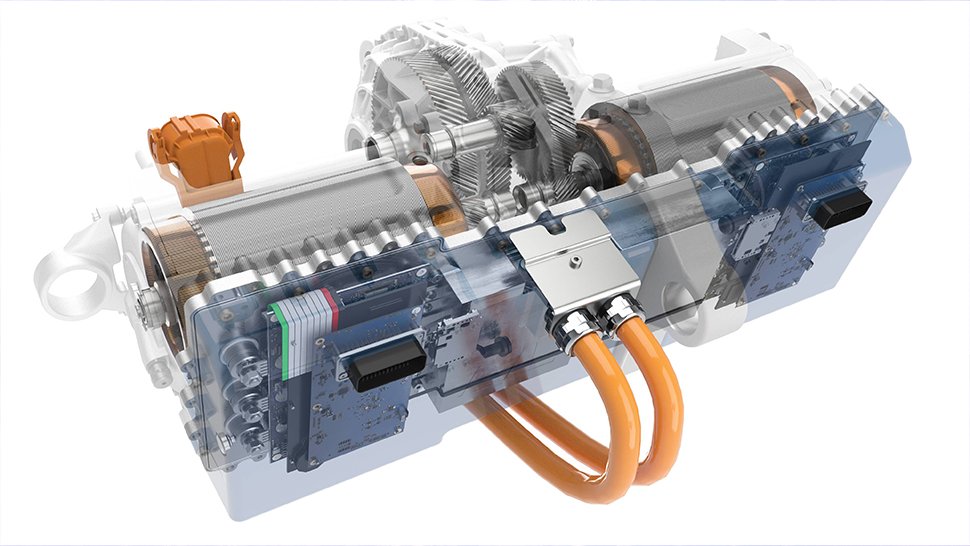
Die kompakte Antriebseinheit mit den zwei Elektromotoren und dem Getriebe, das hohen Drehzahlen standhält.
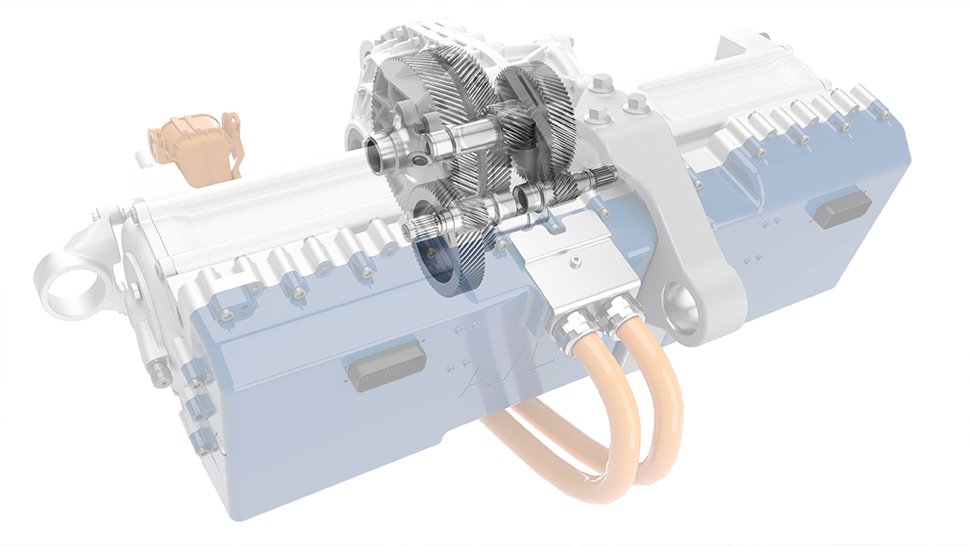
Die kompakte Antriebseinheit mit den zwei Elektromotoren und dem Getriebe, das hohen Drehzahlen standhält.

Die neue E-Achse wurde bereits in einem Tesla Model 3 getestet.
E-Achse für hohe Drehzahlen
AVL, Technologiepartner im Automobilbereich, ist intensiv daran beteiligt, diese kompakten E-Mobility-Antriebspakete auf die Straße zu bringen. Dabei unterstützt AVL die Automobilhersteller bei Entwicklungsprojekten über den gesamten Entwicklungsprozess des Moduls – von der ersten Zeichnung bis zum Produktionsstart.
Das Flaggschiff der aktuellen E-Mobilitätsprojekte ist eine Highspeed-E-Achse mit beeindruckenden technischen Daten. Angetrieben wird das Fahrzeug von zwei Elektromotoren mit einer Leistung von zusammen 400 Kilowatt peak. Mit einer Systemspannung von 850 Volt sind hohe Laderaten möglich. Trotzdem wiegt die Antriebseinheit nur 112 Kilogramm und bietet eine Leistungsdichte von 3,5 Kilogramm pro Kilowatt.
Die ölgekühlten Elektromotoren erreichen eine Drehzahl von 30.000 Umdrehungen pro Minute – der Standard für Elektroantriebe liegt derzeit bei 15.000 Umdrehungen pro Minute. Diese hohen Leistungen sollen auch über längere Strecken kontinuierlich zur Verfügung stehen.
Dabei wird das Getriebe starken Belastungen ausgesetzt. Zu extrem für ein herkömmliches Getriebe, wie Tests auf einem Fahrstand und in der Praxis zeigten, als die neue E-Achse in ein Tesla Model 3 eingebaut wurde. Wegen zu hoher Reibung und Überhitzung reichte die konventionelle Nachbearbeitung der Getriebezahnräder nicht aus.
Konditionierung für das Getriebe
AVL wandte sich an die Spezialisten von Tribonex, die sich bereits mit der Tribokonditionierung, einem innovativen Verfahren zur Oberflächenbehandlung von Motor- und Getriebekomponenten, einen Namen gemacht haben.
Tribokonditionierung ist ein mechanisch-chemisches Verfahren zur Optimierung der Reibungseigenschaften von Oberflächen an mechanischen Bauteilen aus Stahl oder Gusseisen. Es kombiniert das Polieren der Bauteiloberfläche mit der Bildung eines Festschmierstofffilms (Tribofilm), der chemisch in der Oberfläche des Bauteils gebunden wird. Dadurch wird vor allem das Einlaufverhalten der behandelten Bauteile verbessert.
Dieses Verfahren optimiert beispielsweise den Verschleiß und die Lebensdauer von Motorkomponenten. Auch Kraftstoffeinsparungen und eine geringere Geräuschentwicklung durch die verringerte Reibung im Motor eines Pkw wurden in Tests festgestellt.
Mit Triboconditioning für komplexe Geometrien – Triboconditioning CG genannt – geht das schwedische Hightech-Unternehmen einen Schritt weiter. Während das herkömmliche Triboconditioning vor allem für die Behandlung typischer hochbelasteter Bauteile in Verbrennungsmotoren wie Nockenwellen, Zylinderlaufflächen, Ventile, Pleuelstangen und Zylinderbohrungen konzipiert wurde, gibt es nun auch eine Lösung für die Oberflächenbehandlung von Getriebekomponenten mit komplexen Geometrien.
„Mit Triboconditioning CG haben wir eine neue Variante unserer bewährten Technologie erfunden, die sich besonders für die Massenbearbeitung von Bauteilen mit komplizierten Geometrien eignet, wenn der Standardmaschinenprozess nicht eingesetzt werden kann“, erklärt Andreas Storz, Tribonex-Vertriebsleiter Zentraleuropa.
Dadurch weisen die Komponenten von Getrieben und Differentialen, zum Beispiel Zahnräder, einen geringeren Verschleiß, einen ruhigeren Lauf und eine längere Lebensdauer auf.
„Im Prinzip kommen ähnliche oberflächenaktive Fluide wie beim klassischen Triboconditioning zum Einsatz, allerdings nutzen wir andere Bearbeitungsplattformen und Werkzeugkonzepte, bei denen der mechanische Kontakt zwischen einer Vielzahl von Werkzeugen und dem Werkstück durch Stöße und Vibrationen verstärkt wird, bei denen die tribochemische Reaktion stattfindet", erläutert Storz.
Durch die eingebrachte Energie reagiert die Prozessflüssigkeit mit der Oberfläche und bildet die mit Festschmierstoffen angereicherte Oberflächenschicht. Dieser Prozess reduziert außerdem die Oberflächenrauheit erheblich, so dass die Reibungskoeffizienten der Bauteile verringert werden.
Behandlung der Zahnräder
Die Spezialisten empfahlen Triboconditioning CG für die Behandlung der Verzahnung der Hochdrehzahl-E-Achse. Mit dieser Lösung halten die Getriebe vollen Fahrzyklen und den anspruchsvollen Drehzahlen stand.
So ermöglicht die Technologie zusammen mit einem angepassten Schmierkonzept eine deutliche Leistungs- und Effizienzsteigerung und macht die E-Mobilität auch für Kundengruppen, die sportliche Fahreigenschaften erwarten, ein Stück attraktiver.
Kontakt
Christian Kolar
CEO
Tribonex AB
Uppsala, Sweden
Tel. +46 70 738 48 49
E-Mail senden