


Datenbasierte Qualitätsprüfungen reduzieren vermeidbare Prüfaufwände
Im Forschungsprojekt VerticalE2E wurden erste Projektergebnisse zur Einsatzfähigkeit von Prognosemodellen zur Bestimmung der Oberflächenrauheit von spanend bearbeiteten Großbauteilen geschaffen. Dazu wurden Methoden des maschinellen Lernens verwendet und industrienahe Versuchsbedingungen geschaffen. Eine hohe Prognosequalität für die Oberflächenrauheit konnte mittels der Gaußprozessregression erreicht werden. Hier wurde ein Bestimmtheitsmaß R² zwischen 0,75 und 0,91 erreicht. Der mittlere absolute Fehler lag bei 0,038 μm. Der Mittelwert der erzielten Oberflächenrauheiten Ra lag bei 0,449 µm.
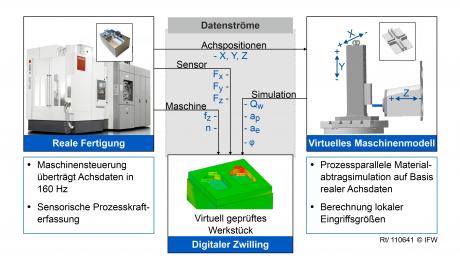
Die Qualitätsprüfung fertigbearbeiteter Werkstücke stellt im Allgemeinen einen nicht-wertschöpfenden Prozess dar. Zur Steigerung der Wirtschaftlichkeit ist ein reduzierter Prüfaufwand für produzierende Unternehmen daher von besonders hohem Interesse. Häufig werden stichprobenbasierte Prüfpläne angewendet, um den Aufwand in der abschließenden Qualitätskontrolle zu reduzieren. Dabei wird der allgemeine Prüfaufwand zwar reduziert, jedoch gibt es weiterhin vermeidbare Prüfaufwände und zugleich einen Durchschlupf qualitätskritischer Bauteile. Das Arbeitspaket „Selbstadaptierende Qualitätsprüfung“ des Projekts VerticalE2E beschäftigt sich daher mit der Einbindung datenbasierter Qualitätsprüfungen in die Prüfplanung. Mit den entstehenden Qualitätskenntnissen ist eine gezielte Dynamisierung der Prüfumfänge qualitätskritischer Bauteile möglich. Zur Qualitätsprognose wurden daher zunächst Maschinendaten (Vorschub, Drehzahl, Achspositionen), Simulationsdaten (Schnitttiefe, -breite, Werkzeugumschlingungswinkel, Zeitspanvolumen) sowie Sensordaten (Zerspankraft) mit den taktil aufgenommenen Oberflächenrauheiten Ra (im Mittel 0,449 µm) synchronisiert. Untersucht wurde anschließend die Prognosefähigkeit unterschiedlicher Methoden des maschinellen Lernens: Support Vector Regression, Gradient Boosted Trees und Gaußprozessregression. Bei allen Algorithmen wurde die verschachtelte Kreuzvalidierung (nested cross-validation) als Bewertungsmethode der Prognosequalität eingesetzt. Für die Bildung der Modellbewertungskenngrößen wurde die Kreuzvalidierung jeweils 100-mal durchgeführt und anschließend der Mittelwert und die Standardabweichung aus den Durchläufen gebildet. Somit wird das Risiko einer zufallsbasierten Über- oder Unterschätzung und eines Overfittings minimiert. Eine Korrelationsanalyse lieferte zusätzliche Erkenntnisse, welche der verfügbaren Daten die Prognosegüte der Regressionsmodelle deutlich beeinflussen. Die vorgestellte Auswertung ermittelt somit, welche Größen für einen effizienten Datenabgriff notwendig sind. Im vorliegenden Fall sind dies die Vorschubgeschwindigkeit, das Zeitspanvolumen sowie die resultierende Aktivkraft. Die Schnitttiefe wies die geringste Beeinflussung auf und wird somit für den vorliegenden Anwendungsfall nicht näher betrachtet. Für die Prognose der Oberflächenrauheit waren die Ergebnisse der Gaußprozessregression am besten. Hier wurde im Mittel ein Bestimmtheitsmaß R² von 0,83 bei einer Streuung von etwa 0,08 erreicht. Der mittlere absolute Fehler lag bei 0,038 μm. Die zweitbeste Modellgüte wurde mit der Support Vector Regression erreicht. Hier liegt ein R² von circa 0,82 mit einer Streuung von 0,099 vor. Der mittlere absolute Fehler beträgt 0,037 μm. Die geringste Zuverlässigkeit zeigten die Gradient Boosted Trees. Sie erreichten ein R² von 0,696 bei einer hohen Streuung von 0,234 und einem mittleren absoluten Fehler von 0,043 μm.
Auf Basis der Auswertungen kann festgestellt werden, dass datenbasierte Prognosemodelle zur Bestimmung der Oberflächenrauheit grundsätzlich geeignet sind. Hierbei zeigte sich bereits, dass Methoden wie die Support Vector Regression oder die Gaußprozessregression zu bevorzugen sind. Im weiteren Projektverlauf erfolgt nun die Einbindung der datenbasierten Qualitätsprognosen in den Ablauf der Prüfplanung. So können im Rahmen der adaptiven Prüfplanung zeit- und kostenaufwendige Qualitätsprüfungen zukünftig zielgerichtet geplant werden, wodurch die Prüfung von Bauteilen reduziert wird, die sich sicher innerhalb der geforderten Toleranzen befinden.
Kontakt:
Für weitere Informationen steht Ihnen Leon Reuter, Institut für Fertigungstechnik und Werkzeugmaschinen der Leibniz Universität Hannover, unter Telefon +49 (0) 511 - 18211 oder per E-Mail (reuter@ifw.uni-hannover.de) gern zur Verfügung.
Im Forschungsprojekt VerticalE2E wurden erste Projektergebnisse zur Einsatzfähigkeit von Prognosemodellen zur Bestimmung der Oberflächenrauheit von spanend bearbeiteten Großbauteilen geschaffen. Dazu wurden Methoden des maschinellen Lernens verwendet und industrienahe Versuchsbedingungen geschaffen. Eine hohe Prognosequalität für die Oberflächenrauheit konnte mittels der Gaußprozessregression erreicht werden. Hier wurde ein Bestimmtheitsmaß R² zwischen 0,75 und 0,91 erreicht. Der mittlere absolute Fehler lag bei 0,038 μm. Der Mittelwert der erzielten Oberflächenrauheiten Ra lag bei 0,449 µm.
Die Qualitätsprüfung fertigbearbeiteter Werkstücke stellt im Allgemeinen einen nicht-wertschöpfenden Prozess dar. Zur Steigerung der Wirtschaftlichkeit ist ein reduzierter Prüfaufwand für produzierende Unternehmen daher von besonders hohem Interesse. Häufig werden stichprobenbasierte Prüfpläne angewendet, um den Aufwand in der abschließenden Qualitätskontrolle zu reduzieren. Dabei wird der allgemeine Prüfaufwand zwar reduziert, jedoch gibt es weiterhin vermeidbare Prüfaufwände und zugleich einen Durchschlupf qualitätskritischer Bauteile. Das Arbeitspaket „Selbstadaptierende Qualitätsprüfung“ des Projekts VerticalE2E beschäftigt sich daher mit der Einbindung datenbasierter Qualitätsprüfungen in die Prüfplanung. Mit den entstehenden Qualitätskenntnissen ist eine gezielte Dynamisierung der Prüfumfänge qualitätskritischer Bauteile möglich. Zur Qualitätsprognose wurden daher zunächst Maschinendaten (Vorschub, Drehzahl, Achspositionen), Simulationsdaten (Schnitttiefe, -breite, Werkzeugumschlingungswinkel, Zeitspanvolumen) sowie Sensordaten (Zerspankraft) mit den taktil aufgenommenen Oberflächenrauheiten Ra (im Mittel 0,449 µm) synchronisiert. Untersucht wurde anschließend die Prognosefähigkeit unterschiedlicher Methoden des maschinellen Lernens: Support Vector Regression, Gradient Boosted Trees und Gaußprozessregression. Bei allen Algorithmen wurde die verschachtelte Kreuzvalidierung (nested cross-validation) als Bewertungsmethode der Prognosequalität eingesetzt. Für die Bildung der Modellbewertungskenngrößen wurde die Kreuzvalidierung jeweils 100-mal durchgeführt und anschließend der Mittelwert und die Standardabweichung aus den Durchläufen gebildet. Somit wird das Risiko einer zufallsbasierten Über- oder Unterschätzung und eines Overfittings minimiert. Eine Korrelationsanalyse lieferte zusätzliche Erkenntnisse, welche der verfügbaren Daten die Prognosegüte der Regressionsmodelle deutlich beeinflussen. Die vorgestellte Auswertung ermittelt somit, welche Größen für einen effizienten Datenabgriff notwendig sind. Im vorliegenden Fall sind dies die Vorschubgeschwindigkeit, das Zeitspanvolumen sowie die resultierende Aktivkraft. Die Schnitttiefe wies die geringste Beeinflussung auf und wird somit für den vorliegenden Anwendungsfall nicht näher betrachtet. Für die Prognose der Oberflächenrauheit waren die Ergebnisse der Gaußprozessregression am besten. Hier wurde im Mittel ein Bestimmtheitsmaß R² von 0,83 bei einer Streuung von etwa 0,08 erreicht. Der mittlere absolute Fehler lag bei 0,038 μm. Die zweitbeste Modellgüte wurde mit der Support Vector Regression erreicht. Hier liegt ein R² von circa 0,82 mit einer Streuung von 0,099 vor. Der mittlere absolute Fehler beträgt 0,037 μm. Die geringste Zuverlässigkeit zeigten die Gradient Boosted Trees. Sie erreichten ein R² von 0,696 bei einer hohen Streuung von 0,234 und einem mittleren absoluten Fehler von 0,043 μm.
Auf Basis der Auswertungen kann festgestellt werden, dass datenbasierte Prognosemodelle zur Bestimmung der Oberflächenrauheit grundsätzlich geeignet sind. Hierbei zeigte sich bereits, dass Methoden wie die Support Vector Regression oder die Gaußprozessregression zu bevorzugen sind. Im weiteren Projektverlauf erfolgt nun die Einbindung der datenbasierten Qualitätsprognosen in den Ablauf der Prüfplanung. So können im Rahmen der adaptiven Prüfplanung zeit- und kostenaufwendige Qualitätsprüfungen zukünftig zielgerichtet geplant werden, wodurch die Prüfung von Bauteilen reduziert wird, die sich sicher innerhalb der geforderten Toleranzen befinden.
Kontakt:
Für weitere Informationen steht Ihnen Leon Reuter, Institut für Fertigungstechnik und Werkzeugmaschinen der Leibniz Universität Hannover, unter Telefon +49 (0) 511 - 18211 oder per E-Mail (reuter@ifw.uni-hannover.de) gern zur Verfügung.