Produktives Schleifen ersetzt zeitaufwändiges Erodieren bei PcBN-Schaftwerkzeugen
Schaftwerkzeuge aus dem hochharten Schneidstoff PcBN (polykristallines Bornitrid) ermöglichen erhebliche Steigerungen in der Produktivität und Bauteilqualität bei der Hartbearbeitung von hochbelasteten Stahlbauteilen. Bisher stellen diese Werkzeuge jedoch ein Nischenprodukt da. Ein Grund hierfür liegt in den hohen Fertigungskosten solcher Fräser, Bohrer und Reibahlen, da die Werkzeuggeometrien zeitaufwändig erodiert werden müssen.
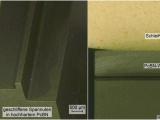
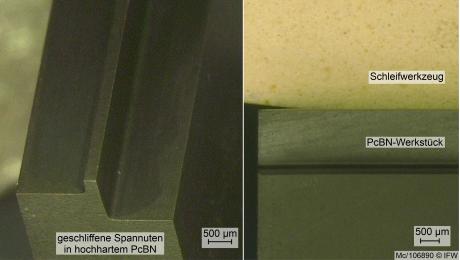
Forschenden des IFW ist es gelungen, einen produktiven Schleifprozess für die Spannutenbearbeitung von PcBN-Schaftwerkzeugen auszulegen. Sie haben das Schleifen der Spannuten im Flachschleifprozess nachgebildet und sowohl den Verschleiß am Schleifwerkzeug als auch die Oberflächenqualität der Spannut und Schneidkante begutachtet. In weniger als einer Minute kann eine Spannut von 1,5 mm Tiefe bei hoher Oberflächengüte (Rz < 0,5 µm) prozesssicher erzeugt werden. Der Verschleiß am Schleifwerkzeug ist hierbei gering: Es werden G-Verhältnisse G > 14 erreicht, also vierzehnmal weniger Schleifscheibenvolumen abgetragen als PcBN. Das G-Verhältnis konnte somit zum Stand der Technik mehr als verdreifacht werden.
Grundlage des neuen Schleifprozesses bilden splittrige Diamantmikrokörnungen in hochporösen, keramischen Schleifbelägen. Die Schleifwerkzeuge werden mit hohen Vorschubgeschwindigkeiten von bis zu 270 mm/min im Pendelschliff vorwiegend mechanisch belastet. Projektmitarbeiter Dominik Müller-Cramm: „Das Schleifen ist hierbei wesentlich flexibler als das Erodieren. Die PcBN-Spezifikation muss nicht leitfähig sein und die Anschaffung hochpreisiger Schleif-Erodier-Hybridmaschinen kann somit vermieden werden.“
Kontakt:
Für weitere Informationen steht Ihnen Dominik Müller-Cramm, Institut für Fertigungstechnik und Werkzeugmaschinen der Leibniz Universität Hannover, unter Telefon +49 (0) 511 - 762 - 19420 oder per E-Mail unter Mueller-Cramm@ifw.uni-hannover.de gern zur Verfügung.
Schaftwerkzeuge aus dem hochharten Schneidstoff PcBN (polykristallines Bornitrid) ermöglichen erhebliche Steigerungen in der Produktivität und Bauteilqualität bei der Hartbearbeitung von hochbelasteten Stahlbauteilen. Bisher stellen diese Werkzeuge jedoch ein Nischenprodukt da. Ein Grund hierfür liegt in den hohen Fertigungskosten solcher Fräser, Bohrer und Reibahlen, da die Werkzeuggeometrien zeitaufwändig erodiert werden müssen.
Forschenden des IFW ist es gelungen, einen produktiven Schleifprozess für die Spannutenbearbeitung von PcBN-Schaftwerkzeugen auszulegen. Sie haben das Schleifen der Spannuten im Flachschleifprozess nachgebildet und sowohl den Verschleiß am Schleifwerkzeug als auch die Oberflächenqualität der Spannut und Schneidkante begutachtet. In weniger als einer Minute kann eine Spannut von 1,5 mm Tiefe bei hoher Oberflächengüte (Rz < 0,5 µm) prozesssicher erzeugt werden. Der Verschleiß am Schleifwerkzeug ist hierbei gering: Es werden G-Verhältnisse G > 14 erreicht, also vierzehnmal weniger Schleifscheibenvolumen abgetragen als PcBN. Das G-Verhältnis konnte somit zum Stand der Technik mehr als verdreifacht werden.
Grundlage des neuen Schleifprozesses bilden splittrige Diamantmikrokörnungen in hochporösen, keramischen Schleifbelägen. Die Schleifwerkzeuge werden mit hohen Vorschubgeschwindigkeiten von bis zu 270 mm/min im Pendelschliff vorwiegend mechanisch belastet. Projektmitarbeiter Dominik Müller-Cramm: „Das Schleifen ist hierbei wesentlich flexibler als das Erodieren. Die PcBN-Spezifikation muss nicht leitfähig sein und die Anschaffung hochpreisiger Schleif-Erodier-Hybridmaschinen kann somit vermieden werden.“
Kontakt:
Für weitere Informationen steht Ihnen Dominik Müller-Cramm, Institut für Fertigungstechnik und Werkzeugmaschinen der Leibniz Universität Hannover, unter Telefon +49 (0) 511 - 762 - 19420 oder per E-Mail unter Mueller-Cramm@ifw.uni-hannover.de gern zur Verfügung.